
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
8.ばらつきの少ない引張せん断試験片の作製方法
今回は、<第7回>の6.6.2(7)でお約束していた「ばらつきの少ない引張せん断試験片の作製方法」を説明します。
これまでに、接着強度のばらつきの評価は非常に重要であることを述べてきました。ばらつきの評価を行う場合に、本質的なばらつきの要因以外に、試験片を作製したり、測定する段階で生じる付随的な要因が付加されて、付随的要因の影響が大きいと、本質的なばらつきが見えにくくなってしまいます。試験片の作成段階や測定段階で生じる付随的なばらつき要因は、極力排除しなければなりません。
私は、<第2回>から<第4回>で述べた<接着設計技術>と<接着生産技術>の各要素技術を最適化するために、多くの試験を行ってきました。まとまった評価試験の時には、一度に数千個の試験片を手作業で作製することもしばしばありました。その際、はみ出した接着剤を硬化後に削り落とすなどの作業は、時間がかかることや新たなばらつきの要因になりかねないので避けなければなりませんでした。そこで考案して長年にわたって用いてきたのが以下に紹介する方法です。以下の作り方は、一見面倒そうに見えますが、やってみると意外と簡単で、ばらつき低減には非常に効果的です。
8.1 対象試験片
JIS K-6850などに規定され、接着の評価に最も用いられているている<単純ラップ引張りせん断試験片>を対象に説明します。この試験片は、図8-1に示すように、幅25.0mm、長さ100.0mmの2枚の板を、ラップ長さ(重ね合わせ長さ)12.5mmで面接着するものです。
2枚の被着材の材質、厚さ、表面処理方法などは、評価対象によって同一であったり異なったりします。
測定時に、引張りの軸面が接着面になるようにするために、試験片の端部に支持体が取り付けられます。支持体の厚さは、被着材の厚さと同一のものを使用します。厚さt1の被着材に厚さt2の支持体を取り付けてはいけません。ここはよく間違われる点です。注意してください。

図8-1 標準的な引張せん断試験片の形状・寸法
8.2 接着強度のばらつきに影響する因子
引張りせん断試験片で強度ばらつきの元となるのは、次のような点があります。
・重ね合わせ長さのばらつき(12.5mmからのずれ)
・板幅方向のずれ(接着幅のばらつき)
・二枚の板の回転方向のずれ
・接着剤のはみ出し部の量と形状
・接着層厚さのばらつき
・接着面内での傾き(接着剤層厚さの傾き)(幅方向、長さ方向)
接着部のはみ出し部は大きく影響します。ばらつきに影響する接着剤のはみ出し部は、図8-2に示すように、ラップ端部で一方の板の端面と他方の板の平面部とでできる直角部分と、二枚の板の側面部で接着層厚さ部分の側面部です。これらの部分以外に接着剤がはみ出して硬化していてもばらつきにはほとんど影響しません。

図8-2 測定結果に影響を及ぼす接着剤のはみ出し部分
せん断強度は、一般に、接着層の厚さが厚くなるにつれて低下する傾向があります。接着層の厚さを一定にするためには、スペーサーを用います。種々のサイズのガラスビーズや各種材質の樹脂ビーズが市販されています。接着剤を塗布した後に、ビーズをぱらぱらと振りかけたり、あらかじめビーズを混ぜこんだ接着剤を塗布するなどの方法があります。
|
【PR】5月30日(木)、6月5日(水)に下記のセミナーを開催します。 講師紹介割引もございます。こちらまでメールでお問い合わせ下さい。 【日刊工業新聞社主催】ライブ配信セミナー 接着剤を使う設計・生産技術者のための 『 接着設計・生産技術マスター講座 』 5月30日(木) 10:00~17:00 ≪基盤技術編≫ 接着剤の選び方と高信頼性・高品質接着の基本条件・目標値と達成法 6月5日(水) 10:00~17:00 ≪設計最適化編≫ 耐久性評価法、接着許容強度の見積もり方、安全率の裕度の定量化法 <基盤技術編>の詳細はこちらを <設計最適化編>の詳細はこちらをご覧ください。 |
8.3 試験片の作製方法
(1)準備するもの
1)被着材料 幅25.0mm×長さ100.0mm
2)テフロン板 幅25.0mm×長さ40mm(被着材1枚あたり1枚)
テフロン板の厚さは、被着材料の厚さと接着層厚さの合計厚さより薄くします。
例えば、被着材料の板厚が1.6mmで、接着層厚さが0.1mmの場合は、テフロン板の厚さは1.0mm、被着材料の板厚が3.0mmで、接着層厚さが0.1mmの場合は、テフロン板の厚さは2.0mmなどとします。
なお、高温での加熱硬化を行わない場合は、テフロンの代わりにポリエチレンやポリプロピレンなどの非接着性材料でもかまいません。
3)Wフリップ(小) (1試験片あたり8個)
図8-3に示すように、Wクリップ(小)は、3カ所に分かれている先端の両端2カ所の中央部距離がちょうど接着部のラップ長さ12.5mmに合っているので、ラップ部を均等に圧締しやすく、また、背部の中央が凹んでいるので、ラップ側面部のはみ出しを抑制しやすいなどの特徴があります。また、口開き量も最大8mmほどまで可能なので、二枚の被着材厚さの合計が8mmくらいまでなら適用できます。

図8-3 事務用Wクリップ(小)
4)テフロンシート (1試験片あたり6枚)
厚さ0.3mm×幅約25mm×長さ約37mm
これは、二枚の被着材を貼り合せるときに、クリップに接着剤が付いてとれなくなるのを防ぐために、Wクリップに挟んで使う物です。
厚さ0.3mmとしたのは、クリップを開いたときにクリップの開きに追従してテフロンシートも開くためです。0.1mmなど薄くなるとテフロンシートが開かないので作業がやりにくくなります。
5) 図8-4に示す<ラップ長セット治具>
ラップ出し金具の切欠き部の高さHは、次のようにします。
被着材厚さ < H < 被着材厚さ+テフロン板厚さ
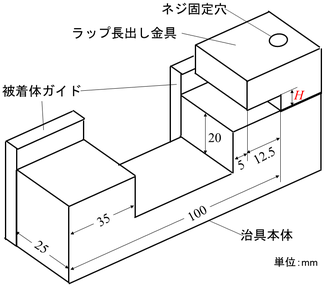
図8-4 ラップ長セット治具
6)図8-5に示す<貼り合せ治具>
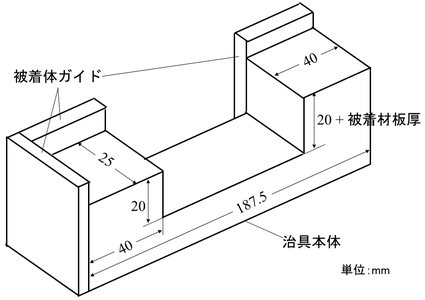
図8-5 貼り合せ治具
7)接着層の厚さ調整用ビーズ
8)接着剤
(2)試験片作成の手順
1)ラップ長の設定
① 図8-4の<ラップ長セット治具>を、作業台に両面テープなどで動かないように固定します。
② 図8-6のように、<ラップ長セット治具>に被着材をのせます。
・接着面の表面処理や洗浄は済ませておいて下さい。
・被着材を<ラップ出し金具>の奥まできちんと押し当てます。この時、接着面を素手で触らないようにして下さい。
・被着材の側面は、<被着体ガイド>に押し当てます。
・治具の幅、長さは被着材の規定寸法に作られているので、被着材の長さや幅が治具ときちんと合わないものは、寸法不良品として除いて下さい。
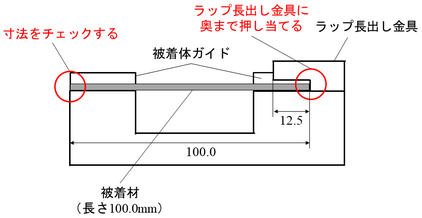
図8-6 ラップ長セット治具に被着材をのせる
③ 図8-7のように、被着材の上にテフロン板をのせます。
・テフロン板は、<ラップ長出し金具>にきちんと押し当てて下さい。
図8-8に示すように、テフロン板は、クリップで抑えたときに被着材に密着するように、少し反らせて矯正しておいて下さい。

図8-7 被着材の上にテフロン板をのせる
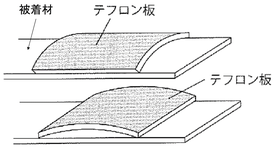
図8-8 テフロン板の矯正
④図8-9に示すように、Wクリップ(小)でテフロン板を被着材に固定します。
・クリップの側端部をラップ長セット治具に当てて下さい。
・クリップは、十分に奥まで押し込んで下さい。
・組み合わせる二枚の被着材とも行います。
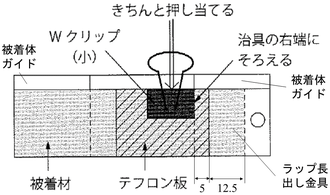
図8-9 Wクリップ(小)でテフロン板を被着材に固定する
次回は、(2)試験片作成の手順の2)接着剤の塗布、貼り合せ、3)仕上げ、4)接着剤の硬化、5)固定の解除、8.4 引張りせん断試験時の注意点、について説明します。
|
【PR】コンサル業務を受け付けています 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておらる場合は、お気軽にお問い合わせ下さい。
詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は原賀康介に帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント