
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
==============================================
pdfファイル版(第1回~第25回)販売のお知らせ
・<接着・原賀塾>の 第1回から第25回 を読みやすくまとめた「pdfファイル版」(A4版 全137ページ)を作成いたしました。
・このpdfファイルは、印刷、検索、テキスト・画像のコピー、編集など全てのpdf機能が使用できます。しおりも付いています。
・一部3,000円(消費税別)での販売とさせて頂きます。
・「個人単位での使用」に限定させていただきます。
ご購入をご希望の方は、「下記の購入申込バナー」からお申し込み下さい。
・お申し込み受付後、pdfファイルと開封パスワード、Cv接着設計法計算シートのExcelファイル、請求書をメールでお送りします。
・受領後、翌月末までに銀行口座にお振り込みください。
==============================================
13.複合接着接合法
13.6 ウェルドボンディングにおけるスポット溶接条件の影響
(1)接合部に必要な条件
スポット溶接においては、ちり(火花)が発生しないこと、規定されたナゲット径が得られていることが必要です。ウェルドボンディングにおいては、規定されたナゲット径が得られていること以外に、ナゲット部周辺の接着剤が焦げたり熱劣化しないこと、ちり(火花)によって接着剤が吹き飛ばされて接着欠陥が生じないことが必要です。
これらの条件を満足できる溶接条件の範囲は、スポット溶接単独の場合とウェルドボンディングとでは、若干異なります。
(2)抵抗発熱(ジュール熱)と3大条件
スポット溶接は、二枚の金属板の接触部の接触抵抗によって、通電すると抵抗発熱(ジュール熱)が生じて金属を溶かすことで結合されるものです。
発熱量Qは次のように示されます。
Q = 0.24・ρ・l・δ・I・t
ρ:母材の固有抵抗、l:板厚、δ:電流密度、I:電流、t:通電時間
母材の固有抵抗ρ、板厚l、電流I、通電時間tが一定であれば、発熱量Qは電流密度δに比例します。二枚の板の接触面積をSとすると、電流密度δ= I/S なので、接触面積が小さいほど電流密度δは大きくなり、発熱量Qは大きくなります。二枚の板の接触面積Sは、電極の加圧力が大きいほど広くなります。
そこで、電流、通電時間、電極加圧力がスポット溶接の3大条件とされています。
(3)ウェルドボンディングにおける適正な溶接条件
(3-1) 電流値
図13-46は、厚さ1.5mmのステンレス鋼板(SUS304)同士のスポット溶接とウェルドボンディングにおける溶接電流値と生成ナゲット径および接合状態の関係です。電極加圧力と通電時間は一定です。
溶接電流値と生成ナゲット径の関係の曲線は、ウェルドボンディングでは、スポット溶接に比べて低電流値側にシフトしていることがわかります。
良好なスポット溶接の条件を、ナゲット径が5mm以上(緑色の領域)で、シヤー破断ではなくティアー破断し、しかもちり(火花)が生じない範囲とすると、スポット溶接の場合は青線の範囲となります。ウェルドボンディングの場合は、さらに、接着剤に焦げが発生したり、ちり(火花)で接着剤が飛散したりしない範囲となるので、赤線の範囲となります。赤線と青線の範囲を比べると、適正な電流値の範囲は、ウェルドボンディングではスポット溶接より狭くなっていることがわかります。
このように、ウェルドボンディングとスポット溶接では、適正な電流値の範囲が変化するので注意が必要です。なお、図13-46のウェルドボンディングで用いた接着剤は、充填剤なしの二液室温硬化型変性アクリル系接着剤(SGA)ですが、接着剤の種類や組成が異なると適正な溶接条件は変化します。

(出典) 山田 祥、原賀康介,齋藤 貴;“ウェルドボンディングに及ぼす溶接条件の影響”,日本接着協会誌,Vol..19,No.11 ,P.491-496 (1983).
(出典) 原賀康介;“ウェルドボンディングの接合特性”,日本接着協会誌,Vol..22,No.3 ,P.164-172 (1986).
(出典)原賀康介:“ウェルドボンド法”,工業材料,Vol.37,No.12,P.94-98 (1989)
図13-46 溶接電流値と生成ナゲット径および接合状態の関係
(3-2) 電極加圧力と通電時間
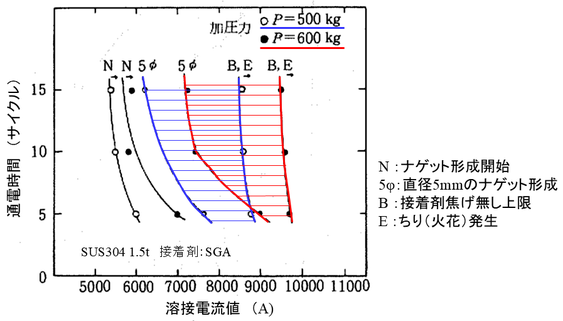
図13-47は、厚さ1.5mmのステンレス鋼板(SUS304)同士のウェルドボンディング(接着剤:SGA)における溶接電流値と通電時間、電極加圧力と接合部の状態の関係です。図中の “N” はナゲットが形成しはじめる電流値、”5φ” は直径5mmのナゲットが形成される電流値、”B” は接着剤に焦げが生じ始める電流値、“E” はちり(火花)が発生しはじめる電流値を示しています。ナゲット径5mm以上が必要な場合は、ウェルドボンディングの適性な条件の範囲は、”5φ” と ”B” の間となります。
ここでは、電極加圧力Pは500kgf(約5kN)と600kgf(約6kN)で行っていますが、ウェルドボンディングの適性な条件の範囲は、500kgfでは青色の範囲、600kgfでは赤色の範囲となり、電極加圧力が高くなると高電流側にシフトすることがわかります。
通電時間の影響を見ると、接着剤に焦げが生じ始める電流値 ”B” はあまり変化しませんが、5φのナゲットが生成する電流値 ”5φ” は通電時間が長くなるほど低くなっています。
(出典) 山田 祥、原賀康介,齋藤 貴;“ウェルドボンディングに及ぼす溶接条件の影響”,日本接着協会誌,Vol..19,No.11 ,P.491-496 (1983).
(出典) 原賀康介;“ウェルドボンディングの接合特性”,日本接着協会誌,Vol..22,No.3 ,P.164-172 (1986).
(出典)原賀康介:“ウェルドボンド法”,工業材料,Vol.37,No.12,P.94-98 (1989)
図13-47 ウェルドボンディングの接合状態に及ぼす電極加圧力と通電時間の影響(SUS304)
図13-47は、ステンレス鋼板でしたが、図13-48は、軟鋼板(SPCC-SD 1.6mm)同士で行った結果です。接着剤は、二液室温硬化型変性アクリル系接着剤(SGA)です。軟鋼板の場合でも、ステンレス鋼板の場合と同様に、5φのナゲットが生成する電流値”5φ”は通電時間が長くなるほど低くなっています。しかし、接着剤に焦げが生じ始める電流値”B”は、ステンレス鋼板の場合は通電時間の影響をあまり受けませんでしたが、鋼板では通電時間が長くなると、大きく低電流側にシフトしています。

(出典) 山田 祥、原賀康介,齋藤 貴;“ウェルドボンディングに及ぼす溶接条件の影響”,日本接着協会誌,Vol..19,No.11 ,P.491-496 (1983).
(出典) 原賀康介;“ウェルドボンディングの接合特性”,日本接着協会誌,Vol..22,No.3 ,P.164-172 (1986).
(出典)原賀康介:“ウェルドボンド法”,工業材料,Vol.37,No.12,P.94-98 (1989)
図13-48 ウェルドボンディングの接合状態に及ぼす通電時間の影響(軟鋼板)
ステンレス鋼板では軟鋼板にくらべて通電時間が長くても接着剤が焦げにくいのは、両者の熱伝導率の違いによるものと考えられます。軟鋼板の熱伝導率は51.6W/(m・K)、ステンレス鋼板の熱伝導率は16.0 W/(m・K)で、ステンレス鋼板の熱伝導率は軟鋼板の1/3以下なので、15サイクルや20サイクル(時間にすると1/4~1/3秒)の短時間では、ステンレス鋼板ではナゲット周辺の接着剤に熱が伝わりにくいためと考えられます。なお、比熱や融点は両者で大きな差は無いため、これらの影響とは考えなくて良いでしょう。
なお、適正な溶接条件は被着材だけでなく接着剤の種類や組成が異なると変化します。
|
【Zoomゼミ】第10回(2025年度) 接着適用技術者養成講座 ~接着接合の要素技術の習得とその体系化~ <(一社)日本接着学会 構造接着・精密接着研究会の非会員も受講可能> <原賀康介紹介割引も適用できます>
■主催 : 一般社団法人日本接着学会 構造接着・精密接着研究会 ■背景と目的 広範囲の部品・機器での接着接合の適用拡大と、接着に要求される機能・特性の高度化によって、接着接合に関する品質不具合は増加しています。 このような状況下において、2022年4月にはISO9001の接着版とも言えるISO21368が改訂されるなど、接着接合の信頼性・品質の向上が世界的レベルで要求されています。 そこで、このような国際的な接着に関する高信頼性・高品質化の要求に応えるために、部品・機器製造企業で接着技術に関わっている技術者や、これから接着技術を学ぶ方を対象として「接着適用技術者養成講座」を開催しています。 本講座の内容は、EWF(欧州溶接連盟)の接着技術教育カリキュラムの主要点をほぼ網羅しており、接着品質の向上と安定化に必要な要素技術(材料、強度・構造設計、接着工程、検査・品質管理など)とそれらの関連性について学び、製品の開発・設計・製造・品質業務に必要な知識を習得することを目的としています。 なお、界面や化学、力学、統計などに詳しくない技術者にも理解しやすいように、理論に偏らず実践的な内容と考え方を説明します。 ■日程 4日間、合計24時間の座学 前半:2025年10月29日(水),30日(木) 9:30~17:00(昼休み12:30~13:30) 後半:2025年11月 5日(水), 6日(木) 9:30~17:00(昼休み12:30~13:30) ※オンライン開催(Zoomを利用予定)です。 ■講師 大槻 直也(株式会社スリーボンド) 山辺 秀敏(元東京理科大学) 内藤 公喜(国立研究開発法人 物質・材料研究機構) 北條 恵司(国立研究開発法人 産業技術総合研究所) 原賀 康介(株式会社原賀接着技術コンサルタント) ■カリキュラム 1日目 第1章 接着設計技術、接着生産技術 第2章 接着の機能設計-接着接合の特徴・機能・効果と適用事例、接着の課題- 第3章 接着の基礎とメカニズム、接着剤の選び方 2日目 第4章 被着材の表面処理 第5章 高品質接着を達成するための基本条件と作り込みの目標値 第6章 接着部品の構造設計と材料設計 3日目 第7章 接着接合部の力学 第8章 特性・機能を低下させる内部応力 第9章 接着部の必要強度とCv値の設計法『Cv接着設計法』 4日目 第10章 接着の耐久性 第11章 接着の特性・信頼性の向上とコストダウンを両立させる『複合接着接合法』 第12章 接着の工程・設備・品質管理における留意点 ※カリキュラムの詳細は、こちら をご覧ください。 ■受講対象者 ・各種機器の組立に接着を用いる設計・生産・品質関係技術者 ・接着関連機器・設備メーカーや接着関連材料メーカーの技術者 ・接着材料関係の技術者 ・これから接着技術を学ぶ方 ■自己確認テスト 受講後に、自己確認テストを実施します。(点数不問) ※自己確認テスト回収後、1週間ほどで模範解答を配付します。自己採点していただきます。 ■履修証明書 全カリキュラムを受講し、自己確認テストを提出された方には、履修証明書を発行します。 ※一部欠席者は、翌年の講座で欠席部分の受講と自己確認テストを提出されれば、履修証明書を発行します。(欠席部分の受講は無料です。) ■受講料(消費税別)(1名あたり) ① 構造接着・精密接着研究会の企業会員・団体会員・個人会員の方 45,000円 ※企業会員の社員は人数制限なし、個人・団体会員は一名のみ ※企業・団体会員名簿は こちら を参照下さい。 ② 構造接着・精密接着研究会非会員で日本接着学会の下記会員の方 60,000円 法人会員(特別会員、維持会員、賛助会員)の社員・正会員 ※法人会員の社員は人数制限なし、正会員は本人のみ ※法人会員リストは こちら を参照下さい。 ※日本接着学会法人会員に配布される「催し物特別優待券」は使用できません。 ③ 学生(日本接着学会の学生会員であること) 無料 ④ 第9回接着適用技術者養成講座(2024年度)の一部欠席者 無料。 ※対象者は、備考欄に、前回欠席された章番号をご記入ください。 ⑤ ①~④以外の場合 90,000円。 ※研究会の役員からの紹介割引適用の場合は、60,000円となります。(備考欄に紹介者の役員氏名を記入ください) ← 「原賀康介紹介」とお書き下さい。 ※当研究会非会員の受講者は、継続的に最新の接着技術を習得いただくために、講座受講後と次年度は、研究会で開催される研究講演会に無料で参加いただけます。(次年度以降の研究会入会は任意。) ■テキスト : pdfファイルのみとなります。 ■詳細および受講申し込み方法 構造接着・精密接着研究会のホームページ をご覧ください。 ■申し込み締切日 : 2025年10月22日(水) ■問い合わせ先 一般社団法人日本接着学会 構造接着・精密接着研究会 事務局 TEL: 045-414-2072 / FAX: 045-972-8887 E-mail:mailto:jimu@struct-adhesion.sakura.ne.jp |
13.7 ウェルドボンディングにおける接着剤の影響
図13-46~図13-48のウェルドボンディングでは、接着剤として、充填剤が入っていない二液室温硬化型変性アクリル系接着剤(SGA)を用いましたが、ウェルドボンディング用の接着剤には金属粉を充填剤として添加されたものも多く有ります。そこで、接着剤の種類や充填剤によってスポット溶接特性が変化するかを調べてみました。表13-2は、各種接着剤、充填剤での軟鋼板(SPCC-SD 1.6mm)同士のウェルドボンディングにおける溶接部の強度を示しています。充填剤が入っていないアクリル系やエポキシ系接着剤では、スポット溶接単独に比べて、溶接強度は高くなっています。一方、アルミ粉や鉄粉は入った接着剤では、スポット溶接単独に比べて、溶接強度は低下しています。
表13-2 各種接着剤でのWBにおける溶接部の強度
(出典) 原賀康介;“ウェルドボンディングの接合特性”,日本接着協会誌,Vol..22,No.3 ,P.164-172 (1986).
(出典) 原賀康介:“ウェルドボンド法”,工業材料,Vol.37,No.12,P.94-98 (1989)

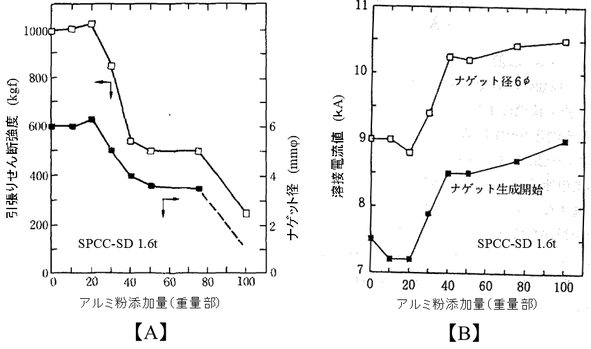
そこで、アルミ粉が影響しているのかを確認するために、エポキシ系接着剤に、添加量を変えてアルミ粉を添加して調べてみました。図13-49【A】は、アルミ粉添加量と引張りせん断強度および生成したナゲット径の関係を示したものです。接着剤は未硬化の状態で測定しています。この結果から、アルミ粉の添加量の増加につれて、生成するナゲット径が小さくなり、せん断強度が低下することがわかりました。【B】は、ナゲットが生成し始める電流値と、6mm径のナゲットが生成する電流値のアルミ添加量との関係を示したものです。アルミ添加量が増えるほど、大きな電流が必要なことがわかります。
(出典) 原賀康介;“ウェルドボンディングの接合特性”,日本接着協会誌,Vol..22,No.3 ,P.164-172 (1986).
(出典) 原賀康介:“ウェルドボンド法”,工業材料,Vol.37,No.12,P.94-98 (1989)
図13-49 接着剤(エポキシ系)へのアルミ粉添加量のナゲット形成への影響(接着剤は未硬化で測定)
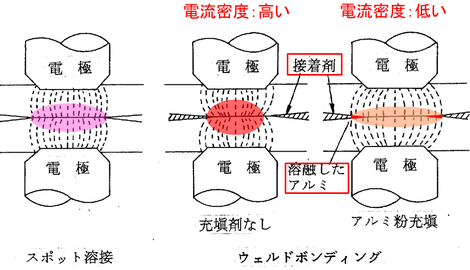
なぜこのようなことが起こるのでしょうか。十分な大きさのナゲットが形成されず溶接強度が低い原因は、抵抗発熱量Qが少なかったと言うことです。発熱量Qは、13.6(2)で述べたように、電流密度δ= I/S に比例するので、即ち、接触面積Sが大きくなって電流密度δが低下したためと考えられます。図13-50には、スポット溶接のみ、充填剤なしの接着剤でのウェルドボンディング、アルミ粉入り接着剤でのウェルドボンディングの場合の電流密度の変化を示しました。充填剤なしの接着剤でのウェルドボンディングでは、電極直下に接着剤が僅かに残って通電面積が減少するために電流密度は高くなって発熱量は増加しますが、アルミ粉入り接着剤でのウェルドボンディングでは、通電初期の発熱で融点が低いアルミが660℃付近で溶融して押し出されるため通電面積が増加するため電流密度は低下して発熱量が減少するものと考えられます。
(出典) 原賀康介;“ウェルドボンディングの接合特性”,日本接着協会誌,Vol..22,No.3 ,P.164-172 (1986).
(出典) 原賀康介:“ウェルドボンド法”,工業材料,Vol.37,No.12,P.94-98 (1989)
図13-50 接着剤の影響による電流密度の変化
このように、ウェルドボンディングにおいては、用いる接着剤の組成、特に充填剤の種類や量によって適正な溶接条件は変化するため、実験によって最適な溶接条件を見いだすことが重要となります。
13.8 接着剤硬化後のアーク溶接の影響
ここまでに述べてきたウェルドボンディングは、接着剤が未硬化の間にスポット溶接を行う場合のことです。しかし、接着で部品を接合した後に、即ち、すでに接着剤が硬化している状態で、接着部のすぐ近くでアーク溶接で他の部品を接合したり、補強を行うことも多々あります。硬化した接着部の近くで高温のアーク溶接を行うと接着剤が熱影響で焦げてしまうかもしれません。
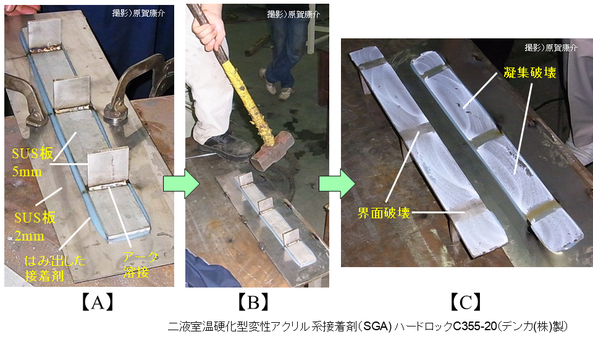
そこで、実際にどうなるのかを行った実験の一例を紹介します。図13-51【A】に示すように、厚さ2mmのステンレス板に厚さ5mmの帯状のステンレス鋼板を二液室温硬化型変性アクリル系接着剤(SGA)で接着して硬化させた後に、厚さ5mmのステンレスの角板をアーク溶接し、【B】のように、ハンマーで衝撃破壊して、破壊面を観察しました。その結果、【C】に示すように、溶接部の直下では界面破壊していますが、接着剤の焦げはなく、溶接部以外では熱影響はほとんどなく、きれいな凝集破壊を示していました。
(出典) 原賀康介,佐藤千明著;「自動車軽量化のための接着接合入門」,P.197,日刊工業新聞社刊 (2015).
図13-51 接着剤硬化後のアーク溶接による影響(SUS304)
ただし、ステンレスの熱伝導率は鋼の1/3以下で熱が伝わりにくいために、接着剤への熱影響が少なかったのかもしれません。鋼や、熱伝導率が鋼の3~4倍もあるアルミでは、接着部に熱が伝わりやすいので、接着部が熱劣化することも考えられます。実験で確認する必要があります。
13.9 まとめ
複合接着接合法に関しては、日本では「なにか無駄なことをやっている」とか「邪道」という目で見られることが多々あり、研究もあまり行われていません。しかし、欧米諸国では一般的に使われている工法です。接着だけでの<ものづくり>は、生産性や接合特性の点で解決しなければならないことが多く、決して最善とは言えません。特に、火災などで接着剤が燃焼したり、異常事態で接着部が破壊してばらばらになるなど、最悪の事態を生じさせないためにも、接着剤だけでなく、他の接合方法を併用した<ものづくり>を行うことは、企業や技術者の社会的責任ではないでしょうか。
<第39回>から8回にもわたって述べてきたのは、上記の点で重要なためです。
<複合接着接合法>に着いては今回で終了して、次回からは、<接着強度に影響する諸因子>について述べます。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は(株)原賀接着技術コンサルタントに帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------
<前回第45回分>はこちら <次回第47回分>は未掲載 <目次>はこちら

株式会社 原賀接着技術コンサルタント