
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
==============================================
==============================================
13.複合接着接合法
13.4 複合接着接合法の適用例
(1)ウェルドボンディングの適用事例
(1-1) 航空機の機体組立
ウェルドボンディングは、1960年代初期に、旧ソ連で航空 ・宇宙関係の構造体組み立て用に開発され、その後、ヨ ーロッパや米国でも航空・宇宙関係を中心に研究がなされるようになり、航空機の胴体パネルの組み立て(文献1,2)、ヘリコプターの組み立て(文献3)、大型推進タンクのドーム組み立て(文献1,4)、火星軟着陸船のコルゲートパネルの補強材とスキンの接合(文献1)などに適用されました。その後1976年に、Northrop社により航空機の一次構造部材にも適用できる信頼性の高いアドバンスト・ウェルドボンディングが開発され(アルミ合金の表面処理法の開発など)、図13-28に示すFairchild社のA10攻擊機の胴体パネル、エンジンカバー、水平尾翼、フラップなどの組み立てに適用されています(文献5)。航空・宇宙関係でのウェルドボンディングはアルミ合金が主対象です。
(文献1)K.Forsberg, F. R. Sullivan, SME Teck. Pap., No.AD-72-710,(1972).
(文献2)R. Waterbury, Assembly Eng., (8) (1980) 24.
(文献3)T.H.Malim, Iron Age, March 4, (1971) 60.
(文献4)F.R.Sullivan, G.E.Faulkner, F.J.Clauss, Mater. Eng., (1) (1971) 14.
(文献5)A.Shame, R.Rupp, J. Clarke, Congr. Int. Counc. Aeronaut Sci., 12th (1980) 596.

(出典)A.Shame, R.Rupp, J. Clarke, Congr. Int. Counc. Aeronaut Sci., 12th (1980) 596.
(出典)原賀康介、児玉峯一; “最近の接着技術の動向と将来への展望 III 接着と溶接の併用法
-ウェルドボンディング-の現状と将来”,溶接学会誌 Vol.56、No.3 P.148-154 (1987).
図13-28 A10攻撃機におけるウェルドボンディングの適用例
(1-2) 自動車の車体組立
自動車の車体に用いられている材料で最も多いのは鋼板です。車体の軽量化のために、高張力鋼板を用いて薄板化されています。鋼板部品同士の接合法としては、従来からスポット溶接が多用されています。しかし、<第41回><第42回>の「13.3接着以外の接合法の課題の改善」の「(2)接着以外の接合法の課題の改善」で述べたように、薄板のスポット溶接では、接合強度、剛性、疲労特性、耐振性などで課題が生じます。そこで、図13-29に一例を示すように、ルーフレール部、センターピラーの上下結合部などに接着剤とスポット溶接を併用するウェルドボンディングが使用されています。センターピラーの上下結合部では、従来のスポット溶接のみに比べ、ウェルドボンディングでは結合剛性が30%向上し、耐久寿命は10倍以上に延びるという結果が報告されています(文献1)。自動車における鋼板同士のウェルドボンディングは、40年以上の実績があり、現在では多くの部位に適用されています。
接着剤は、主として、一液加熱硬化型エポキシ系接着剤が使われており、塗装工程の熱で硬化されます。接着剤には、優れた油面接着性の他に、垂れないノンサグ性、塗装工程での耐シャワー性なども要求されます。
スポット溶接は、接着剤硬化までの固定治具の役割も果たしています。また、板金プレス部品は、接合部がピタリと合うとは限らず、接合部に隙間が生じます。スポット溶接は、部品間の隙間を無くす役割も果たしています。
最近では、車体軽量化のために、アルミや複合材料なども多用されるようになり、スポット溶接が困難な異種材接合部では、電食防止の面からも、<第39回>の「13.2各種の複合接着接合法」で述べたリベット、セルフピアスリベット、メカニカルクリンチングなどと接着剤との複合接着接合法が採用されています。異種材接合部では、ウレタン系接着剤も多用されています。
(文献1)三浦純一、小野裕行、城井幸保、畑 英幸:自動車技術,Vol.38,No. 4,P.446 (1984).

(出典)三浦純一、小野裕行、城井幸保、畑 英幸:自動車技術,Vol.38,No. 4,P.446 (1984).
(出典)原賀康介:“ウェルドボンド法”,工業材料,Vol.37,No.12,P.94-98 (1989)
図13-29 自動車の車体におけるウェルドボンディングの適用例
私は、航空機や自動車の組み立てに直接携わったことはなく、細かい点でよくわからない部分も多いので、以下は、私自身が開発に係わったものを取り上げます。
(1-3) 産業用有圧換気扇の回転羽根(鋼板製)
産業用換気扇の羽根(直径30cm〜1.2m程度)には、図13-30に示すように、厚板鋼板製のスパイダーに薄板鋼板製のブレードが接合される構造のものがあります。従来は、一般に叩いてつぶすタイプの強力なリベットで組み立てられていました。しかし、リベットによる点接合では接合部の応力集中が大きく、薄板では接合強度や耐疲労性が低下するため、ある程度以上の板厚が必要で、薄板化・軽量化に限界がありました。また、リベット締結後に塗装を行なっても接合部の内部まで塗料が十分に入らず、使用中に錆が発生するという問題もありました。
そこで、薄板化・軽量化と赤錆の防止を目的に、接着剤とスポット溶接を併用するウェルドボンディングが適用されました。ブレードを高張力鋼板で薄板化してウェルドボンディング化することにより、30〜40%の薄板化・軽量化、錆の発生防止が達成されました。また、リベットの突起もなく、外観意匠性も向上しました。
接着剤は、自動車のウェルドボンディング用と類似の油面接着性を有する一液加熱硬化型の構造用エポキシ系が使用され、油面に塗布して貼り合わせ、スポット溶接の後、焼き付け塗装ラインで160℃〜180℃で塗料と接着剤が同時に硬化されます。スポット溶接部に穴を開けて接着剤のみでの接合として回転試験などを行い、接着剤だけでも問題の無い強度と耐久性を有していることが確認されています。
スポット溶接は、薄板のブレードを厚板のスパイダーの曲面に沿わせる、接着剤硬化までの固定、接合信頼性の向上、安全性の確保などの役割を果たしています。
なお、羽根が回転すると、ブレードには曲げ方向の力が加わるため、接着部にはく離力が加わらないように、ブレードとスパイダーの取り付け位置が最適化されています。
1989年に産業用有圧換気扇の羽根組立にウェルドボンディング法が採用されて以来、大きな問題は生じていません。

(出典)藤堂安人: “自動車,電機に見る接着5活用術”, 日経ニューマテリアル, No.87 P.10 (1990).
(出典)原賀康介:”電気・電子機器への応用”、工業材料、Vol.41, No.12,176 (1993).
図13-30 産業用換気扇の鋼板製回転羽根におけるウェルドボンディングの適用例
(1-4) 高速列車用空調装置の枠体(ステンレス鋼板製)
図13-31に示すように、新幹線をはじめとする高速列車の車輌の床下には、空調装置が2台吊り下げ搭載されています。図13-31は、日本の技術が中国高速列車用に展開されたものの例で、枠体の大きさは長さ2m、幅1m、高さ50cm程度で、全てステンレス鋼板で組立てられています。高速車輌においては、軽量化が重要であり、ステンレス鋼板の厚さも極力薄い物が使用されます。走行時の振動や加速度での荷重に対する強度はもちろん高い剛性も重要です。空調装置は室外側と室内側に区分されており、室内側では水密性や気密性が要求されます。
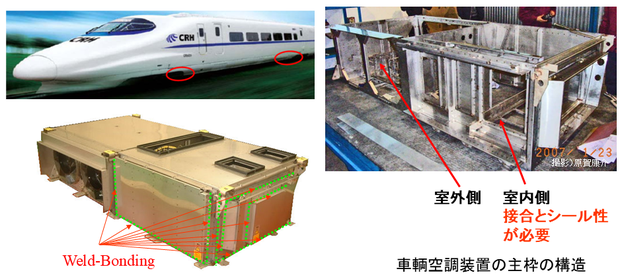
(出典)原賀康介、上山幸嗣、青木福次郎、眼龍裕司;“海外生産での高信頼性接着技術”,三菱電機技報, Vol.83, No.8, P.19-23(2009).
図13-31 高速列車用空調装置枠体におけるウェルドボンディングの適用例
薄板板金の高強度接合に接着が適していることはわかっていても、接合信頼性や耐久性、作業性の点で、接着だけでの接合で製品を作ることはできません。そこで、接着とスポット溶接を併用するウェルドボンディング法が採用されています。スポット溶接は、接着剤が硬化するまでの固定冶工具の代用としての役割も果たしています。スポット溶接を用いたのは、水密性や気密性を向上させるために部品に穴を開けたくないことと、リベットより強度が高いことからです。
ステンレス製で焼き付け塗装は行われないため、接着剤には、二液室温硬化型変性アクリル系接着剤(SGA)が使われています。夏期高温時でも十分な溶接作業時間が確保できるように硬化時間は遅い物の方が適当ですが、冬期の低温時にも数時間で硬化する速度は要求されます。そのため、ここで使用されている接着剤は、年間を通して作業ができる硬化速度に最適化されたものが使用されています。SGAは優れた油面接着性を有しているため、接着部は、特に脱脂はしないで、汚れ除去のみがなされています。
接合組立は、部品に接着剤を塗布した後、部品を貼り合わせてスポット溶接を行いますが、部品の位置決めとスポット溶接作業をやりやすくするために、まず、部品を所定の位置にバイスで固定して、数カ所アーク溶接で点溶接されます。その後、バイスを外して、図13-32に示すように、可搬式のスポット溶接機で接合されます。

図13-32 可搬式スポット溶接機によるウェルドボンディングの接合作業
ウェルドボンディングが適用された車両用空調装置は、国内でも90年代後半から製造されていますが、大きな問題は生じていません。
(2)リベットボンディングの適用事例
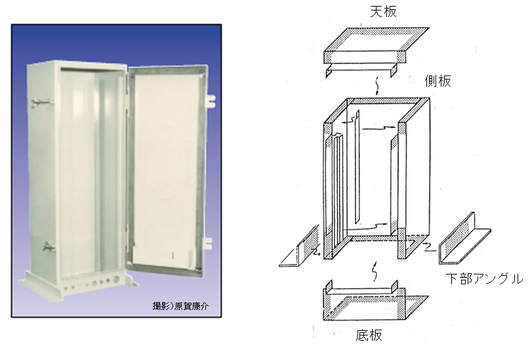
(2-1) 列車無線中継器用筐体
図13-33は、1981年(44年前)に製造が開始された高さ120cm、幅、奥行きが35cmほどの鋼板製の列車無線中継器用筐体で、1982年に開業した上越新幹線の線路沿いに多数設置されたものです。機器装着後の重量は約75kgです。従来は、スポット溶接で組み立てた後に水密シールのために全周アーク溶接がなされていたため、溶接歪みが大きく、薄板化は困難でした。そこで、接合歪みが少ない接着接合での組み立てに変更されましたが、接着剤硬化までの固定冶工具の代わりと、焼き付け塗装時の熱による接着強度の低下による変形防止、接合信頼性の向上、安全性の確保のために、接着と必要最小限のリベットを併用するリベットボンディングが採用されました。接着は面接合で箱体の剛性が高いので、板厚を低減しても従来品と同等の剛性を確保できます。また、接着面がシールも兼ねるため、シール作業は不要となりました。
接着剤は、油面接着性をはじめとする作業性と強度・耐久性に優れた二液室温硬化型変変性アクリル系接着剤(SGA)が用いられています。振動試験、共振試験、防水試験、各種強度試験などが行われ、従来の溶接品と同等の性能を有していることが確認されています。板厚低減により、重量は55%に低減され、歪み修正作業の廃止によって、作業時間は28%に短縮と、驚異的な効果が得られています。
(出典) 原賀康介、山田祥、榊原邦夫、服部勝利、小林 功 :” 新しい常温短時間硬化接着剤とその金属構造・補強接着への適用”,三菱電機技報、Vol.55,No. 3,P. 232-236 (1981).
(出典)原賀康介、山田祥:“重電機器・産業機器の接着”,電気学会雑誌、Vol. 101,No. 11,P. 1067-1070 (1981).
(出典)三菱電機(株)カタログ「接着・リベット併用組立法MELARS」(2006).
図13-33 列車無線中継器用筐体(屋外盤)におけるリベットボンディングの適用例
次回も引き続き複合接着接合法の適用事例を紹介します。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は(株)原賀接着技術コンサルタントに帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント