
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
==============================================
pdfファイル版(第1回~第56回)販売のお知らせ
・<接着・原賀塾>の 第1回から第56回(第1章~第14章) を読みやすくまとめた「pdfファイル版」(A4カラー版 全304ページ、図表322点)です。
・このpdfファイルでは、印刷、検索、テキスト・画像のコピー、編集など全てのpdf機能が使用できます。 しおり、図表一覧も付いて、本文ページに簡単にジャンプできます。
・<使用者限定版>と<部署・グループ内共有可能版>があります。
※弊社が指定する有料セミナーを受講される方には、<使用者限定版>を無料で配付しています。対象セミナーは、弊社ホームページの<セミナーご案内>ページをご覧ください。
・<使用者限定版>は、お申し込み時に書かれた「使用者」1名のみ使用できます。
・<部署・グループ内共有可能版>は、お申し込み時に書かれた「使用部署・グループ」(グループとは特定のプロジェクト、委員会等のグループ)内では自由にお使い頂けます。
・お申し込み受付後、ダウンロードURLと開封パスワード、Cv接着設計法計算シートのExcelファイル、請求書をメールでお送りします。
・受領後、翌月末までに銀行口座にお振り込みください。
==============================================
14.接着強度や性能に影響する諸因子
14.10 応力集中や破壊の起点となる<接着の不連続性>
(3)物性の不連続性
図14-50(A)は、金属のように非常に弾性率が高い被着材と、ゴムのように非常に弾性率が低い被着材とを接着したものの例です。このような被着材同士を接着するための接着剤としてはどのような硬さ(弾性率)のものが適当でしょうか。ほとんどの方は、非常に柔らかい被着材と同等の軟らかい接着剤が適当と答えられます。確かに、硬い接着剤よりは良いのですが、最適ではありません。非常に軟らかい接着剤で接着して、非常に軟らかい被着材を下方に引っ張ると、(B)のように変形して、赤丸で示した硬い被着材の接着端部で<形状の不連続性>が生じて剥がれやすくなります。(C)に示すように、両方の被着材の中間的な弾性率の接着剤を用いると、接着部での変形は減少して、<形状の不連続性>は低減されます。(D)に示すように、弾性率が異なる接着剤を二層や三層に塗布すれば、接着部の変形はダンベル状となって、<形状の不連続性>を無くすことができます。接着層の厚さは、薄すぎず少し厚めが適当です。実際に、金属とゴムの加硫接着では、このように、硬さが異なる接着剤を二層に塗布する工法が用いられています。
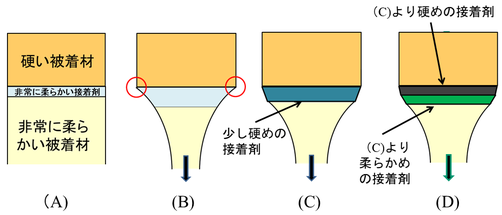
図14-50 接着部の物性の不連続箇所と回避例
先に、「接着部は<不連続性>の集合部」と書きましたが、被着材と接着剤との線膨張係数の違いも<物性の不連続性>の一つです。接着したものに温度変化が加わると、<第18回>や<第19回>の「11.接着の内部応力」のところでも述べたように、接着部に熱応力が発生して種々の問題を生じさせます。
以上の述べたように、形状、厚さ・剛性、物性などの不連続箇所を見つけることで、面倒で難しい応力解析などを行わなくても、応力集中しやすく破壊の起点となりやすい箇所を見つけて対策することが可能となります。不連続箇所を見つけ出す<感>を養っておくことは大切です。
---------------------------------------------------------------------------------------------------------
<原賀康介 特別講演> 【特典付き】オンラインセミナー
信頼性に優れた構造接着・精密接着を達成するための基礎 から実践まで
今回のセミナーでは、≪接着・原賀塾≫の中から高信頼性・高品質接着を達成するための最重要ポイントである、(1)高信頼性・高品質接着の基本条件と達成法、(2)接着の機能・特性を左右する内部応力の種類、メカニズム、現象、対策法、(3)ばらつき・劣化・内部破壊・不良率を考慮して必要な平均接着強度とばらつきの範囲を簡易に見積もる強度設計法(Cv接着設計法)についてやさしく、わかりやすく解説します。
これから接着に携わられる技術者はもちろん、接着で実務に携わっておられる技術者、保有する接着の知識の実用展開で困っておられる技術者、知識の再確認とレベルアップしたい方々など、必ずお役に立てる内容です。
■日 時:2026年6月29日(月) 10:00~ 17:00
■講 師:原賀康介 (株)原賀接着技術コンサルタント 首席コンサルタント
■主 催:日本テクノセンター https://www.j-techno.co.jp/
■受講料:
一般 (1名):49,500円(税込) →【講師紹介割引価格】44,550円(税込み)
同時複数申込の場合(1名):44,000円(税込) →【講師紹介割引価格】 39,600円(税込み)
※申込フォーマットの通信欄に、必ず「講師紹介割引適用」とご記入下さい。
本ホームページをご覧になられた方は講師紹介割引の対象者です。
■特 典:
1)受講者には、テキストとは別に、<接着・原賀塾>の 第1回から第56回 を読みやすくまとめた「pdfファイル版」(A4カラー版 全304ページ 図表322点 一部70,000円(消費税別))を、無料で差し上げます。しおり、図表一覧も付いており、本文ページに簡単にジャンプできます。
2)お申し込み時点から「接着に関する技術質問」にメールでお答えします。
メール宛先:[email protected]
3)受講後は、無料・無期限でメールでの「講座の内容に関する技術質問」にお答えいたします。
---------------------------------------------------------------------------------------------------------
接着部からはみ出して硬化した接着剤(フィレット)は、接着強度や性能にどのような影響を及ぼすのでしょうか。
図14-51(A)は、高精度な位置合わせが必要な精密部品の接着でしばしば行われる<隅肉接着>の例です。部品を高精度に位置決めした状態で、部品の側面に高粘度の接着剤を隅肉状に塗布して、紫外線を照射するなどで接着剤を硬化させます。接着剤は部品の合わせ面には浸透しません。このような<隅肉接着>では、接着強度は隅肉の大きさと硬さで決まります。即ち、隅肉の量が多いほど、硬化した接着剤の硬さが硬いほど接着強度は高くなります。ただし、<第22回>の「11.接着の内部応力 11.8 内部応力に影響する諸要因 (3)隅肉接着」で述べたように、隅肉部の接着剤の量が多くなったり、接着剤の弾性率が高い場合には、接着剤の硬化収縮力や熱応力が大きくなって部品の変形や位置ずれが大きくなるので、精密部品の接着では注意が必要です。
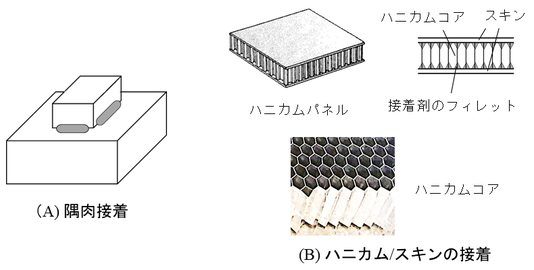
図14-51 接着剤のフィレット(はみ出し部)による接着
図14-51(B)は、宇宙用機器や航空機、車輌、建材などの分野で用いられているハニカムサンドイッチパネルの例です。蜂の巣状のハニカムコア単体ではふにゃふにゃの状態ですが、ハニカムの両面にスキンを接着すると、軽量で非常に剛性が高いパネルになります。ハニカムとスキン材は接着剤で接合されますが、薄いハニカムの断面での接合ではなく、接着剤のフィレット(接着剤のはみ出し部)で接合されています。図14-52は、接着剤の塗布量を変えてフィレットの大きさを変化させた場合の、クライミングドラムはく離強度の例です。塗布量が多くてフィレットが大きいほど接着強度は高くなっています。接着剤の塗布厚さが0.1mmから0.5mmになると、はく離強度は約23倍に上昇しています。
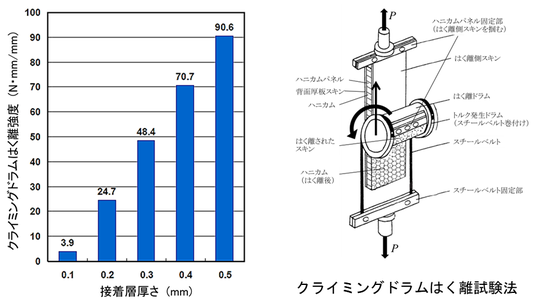
図14-52 ハニカムパネルにおける接着剤塗布量とはく離強度の関係
(二液室温硬化型アクリル系接着剤(SGA) NS-770M-25)
このように、接着剤のはみ出し部は、接着強度に影響し、はみ出し量が多いほど接着強度は向上します。また、接着剤のはみ出し部は、接着部への水分の侵入を防止して劣化を抑制する効果もあります。これらの点から、はみ出し部が残っていても問題が無い場合には、はみ出し部の除去は不要です。
また、<第55回>の「14.10 応力集中や破壊の起点となる<接着の不連続性>」で述べたように、できればフィレット(はみ出した接着剤)の形状は、<形状の不連続性>を少なくするように、なだらかな傾斜を持つ形状が望ましいです。
(1)立場によって必要な評価法は異なる
最近の接着の強度や破壊に関する研究では、DCB試験、破壊靱性値などの言葉が飛び交っています。また、従来から一般に使われてきた単純ラップ試験片によるせん断試験は、応力集中が生じるので適当な試験とは言えず、応力集中がない薄肉円筒でのねじりせん断試験をやるべきだ、などとも言われます。これらのことはごもっともなことです。
しかし、接合に接着を用いようとする製品開発の中での接着特性の評価試験では、極めて多くの要因について、最適条件と許容範囲を決めることが必要であるため、製品と同じ材質の被着材を用いて、簡単に、多数のサンプルを作製・評価ができることが求められます。そのためには、「数少ないサンプルで正確な特性値を求める」のではなく、「相対的であっても種々の因子に対する影響度を評価できる」ことが重要となります。
どのような試験法で行うかは、試験を行う目的、立場で異なるので、この点を考慮して試験法を決めることが必要です。
(2)強度試験で考慮すべきこと
① JIS等の規格は参考にとどめて、実態(製品での状態)に合わせて修正して行う
評価試験はJIS等の規格にしたがってやるべきだとの意見をたびたび伺います。学会で発表する場合などにはその方が通用しやすいかもしれません。しかし、企業での実際の製品開発においては、上でも述べたように、製品と同じ材質の被着材を用いて、接着部の構造・寸法、力の加わり方などを考慮して、実際に即した条件での評価試験が求められます。そのため、各種の規格を参考にしながら、実際に即した条件に修正した試験法で評価を行うことが必要です。
② 相反する特性を示す2種類以上の試験を行う
接着強度は力の加わり方で大きく異なります。例えば、<第54回>の図14-42や図14-43に示したように、せん断強度が高ければはく離強度は低く、はく離強度が高ければせん断強度は低いというようなことです。このため、せん断試験だけのように、一つの試験だけを行うのではなく、相反する特性が得られる試験法も併せてやらなければなりません。引張りせん断試験片では象一匹を吊せる強度があっても、曲げや剥離が加わると手でも簡単に破壊してしまうということはよくあることです。
③ 破断強度の値に一喜一憂しないこと。重要なのは破壊状態とばらつき
二種類の接着剤のせん断強度試験で、平均せん断強度が20MPaと25MPaと言う結果が出た場合、25MPaの方が優れていると判断してはいけません。これは、せん断強度は、接着剤の硬さ依存性が大きいため、接着剤が硬いほど高い数値が出ているだけかもしれません。同じ接着剤でも、室温に比べて低温では接着剤が硬くなるためせん断強度は高くなり、高温では軟らかくなるためせん断強度は低くなることからもわかると思います(<第54回>の図14-42参照)。両者の破壊状態を見ると、25MPaの方は界面破壊が多く、20MPaの方は凝集破壊が多いというように、あきらかに破壊状態が異なることがよくあります。また、平均強度が高くてもばらつきが大きいと品質的には問題です。破壊強度試験を行う場合は、強度の高さだけではなく、破壊状態(凝集破壊率)とばらつきの大きさの評価は極めて重要です。極端なことを言えば、接着剤が十分な硬さに硬化していて、凝集破壊率が高くてばらつきが小さければ、強度の数値を見なくても接着性能の良否は判断できると言うことです。
④ 被着材料の材質、表面状態は製品と同じにする
材質や表面状態が異なると破壊時の強度、凝集破壊率、ばらつきは変化するため、試験片の材質は、製品で実際に用いるものと同じ材質、表面状態とすることが重要です。素材だけでなくめっきや塗装、コーティングなども製品と同じにすることが大切です。
⑤ 作業環境は製品の接着環境と同じにする
接着作業時の温度・湿度が変化すると、接着強度、破壊状態、ばらつきは変化します。試験片を作製するときの温度・湿度は、製品の接着作業現場と同じにしておく必要があります。
特に、一液で室温で硬化する弾性接着剤やウレタン系接着剤、シリコーン系接着剤などは空気中の水分との反応で硬化し、瞬間接着剤(シアノアクリレート系接着剤)は被着材表面の吸着水との反応で硬化するため、接着作業時の温度や湿度によって硬化速度が変化します。
⑥ 接着プロセスも製造時と同じにする
エポキシ系、アクリル系(SGA)、ウレタン系などの二液反応型接着剤では、二液の配合比、混合・脱泡方法、塗布方法、塗布から貼り合わせまでのオープンタイム、接着層の厚さ、硬化温度(加熱硬化の場合は昇温速度、高温保持時間、冷却速度)などが変化すると、接着性能が変化します。ですから、試験片製作時も製品の接着作業時と同じプロセス・条件で行う必要があります。特に、二液型エポキシ系では配合比と混合の程度、二液型アクリル系(SGA)ではオープンタイム、二液型ウレタン系接着剤では作業場の湿度とオープンタイム(空気中の水分と反応して発泡する)などにに注意が必要です。
加熱硬化の場合は、製品の接着部と試験片の接着部との温度上昇速度は同じではありません。治具の有無でも変化します。接着部に熱電対を挟むなどして、接着部の温度上昇カーブを測定して、揃えることが必要です。
⑦ 接着部の寸法も考慮すべき
一液湿気硬化型接着剤で水分を通さない被着材を接着する場合、接着面積が大きくなると、内部まで硬化するのに要する時間は長くなります。製品の接着部の寸法を考慮して、試験片の接着部の寸法はできるだけ製品に近づけて下さい。
⑧ 適当なサンプルで感触を掴む
接着剤を選定する段階では、試験片を作製して評価試験を行う前に、製品の接着部に類似したものを作って、ハンマーで叩いたり、たがねではつったりと荒っぽい試験を行ってスクリーニングするのが効果的です。その後、荒っぽい試験で手応えがあった接着剤について試験片での評価試験を行います。
⑨ 冷熱サイクルい試験は小さな試験片ではわからない
<第38回>の「12.接着の耐久性(劣化) 12.7 疲労耐久性(4)温度変化の繰り返しによる熱疲労 (4-5)熱疲労試験における注意点 ①試験片では熱疲労耐久性はわからない」でも述べたように、接着部に生じる内部応力は被着体の拘束の有無、接着部の形状・寸法、被着体の厚さ・剛性、接着剤層の厚さなどにより大きく変化します。このため、試験片での結果と実際の接着部での結果が大きく食い違うことはしばしば起こります。簡単に言うと、規格の試験片では冷熱疲労耐久性はわからないと言うことです。ですから、熱疲労(ヒートサイクルやヒートショック)試験は、実際の部品を用いて、部品の拘束状態や外力の負荷なども考慮して実施する必要があります。
⑩ 軟らかい接着剤や高温使用の場合は、クリープ試験も忘れずに(応力緩和測定)
<第16回>の「10.硬化した接着剤の物性 10.3 粘弾性体 (2)クリープ (3)応力緩和」や<第32回>の「12.接着の耐久性(劣化)12.5 定荷重(応力)耐久性(クリープ耐久性)」で述べたように、軟らかい接着剤や高温で接着剤が軟らかくなると、接着剤はクリープや応力緩和を生じやすくなります。短時間での破壊強度試験ではこれらの特性を評価することは困難です。評価試験では、クリープ試験や応力緩和試験も実際に則した形で実施しておく必要があります。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は(株)原賀接着技術コンサルタントに帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント