
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
==============================================
14.接着強度や性能に影響する諸因子
14.9 せん断強度、引張強度、はく離強度、衝撃強度の関係
ここまで、せん断試験、引張り試験、はく離試験について個々に述べてきましたが、ここでは、これらの強度の相互の関係性について述べます。
(1-1) 硬さと伸び
図14-42は、接着剤の硬さおよび伸びとせん断強度、引張強度、はく離強度、衝撃強度の関係を示した模式図です。せん断力と引張り力は、接着面で力を支える面負荷、はく離強度と衝撃強度は、接着部の一部で局部的に力を支える局部負荷と言えるでしょう。
せん断強度と引張強度は、赤い線で示すように、接着剤の硬さが硬いほど高くなる傾向にあります。接着剤の硬さとせん断強度の目安については、<第49回>の「14.接着強度や性能に影響する諸因子 14.5 引張りせん断試験の結果に影響する諸因子」の表14-3に示してあるので、参考にして下さい。一方、はく離強度や耐衝撃性は、青い線で示すように、接着剤が硬くなって伸びが小さくなるほど低くなる傾向にあります。
このように、せん断強度、引張強度とはく離強度、耐衝撃性とは逆の相関になります。
なお、この関係は、接着剤に限らず、粘着材でも同様です。粘着材は全て軟らかくて伸びが大きいと思われていますが、粘着材にも軟らかくて伸びが大きな物や硬めで伸びが小さいものなど種々の性質のものが有り、用途によって使い分けられています。例えば、梱包用テープなどでは、軟らかくて伸びが大きい方が良く、ものの固定や保持などでクリープ耐久性が求められる場合には、硬めで伸びが少ない粘着材が適しています。
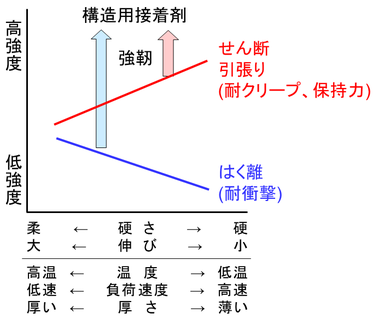
図14-42 接着剤・粘着材におけるせん断、引張りとはく離強さの関係
接着したものに様々な力が加わる場合には、はく離方向の力や落下などによる衝撃によって壊れる場合が、せん断力や引張り力によって壊れる場合より圧倒的に多く見られます。ということは、せん断強度や引張強度が少し低くてもはく離や衝撃に強い接着剤が良いと言うことになります。即ち、接着剤や粘着材は、硬すぎもせず、軟らかすぎもしない硬さが適当と言うことになります。
航空機部品の接着などに用いられている<構造用接着剤>でも、赤い線と青い線の関係は同じですが、<構造用接着剤>は、エポキシ樹脂をナイロンやニトリルゴムなどで変性して、高い弾性率を維持しながら伸びも付与して、いわゆる<強靱化>されたもので、せん断強度、引張強度、はく離強度、衝撃強度のいずれも高いものです。
図中には、耐クリープ性も記していますが、一般に、クリープ変形の速度は、接着剤が硬いほど遅くなるので、接着剤や粘着材の硬さや伸びに対しては、せん断強度や引張強度と同様の傾向にあります。なお、粘着材では、耐クリープ性を<保持力>と呼ぶことが多いです。
同じ接着剤や粘着材でも、温度が変われば硬さや伸びは変化します。一般に、温度が高くなれば軟らかくなって伸びは大きくなり、低温になると硬くなって伸びは低下して脆くなります。このため、図14-42に示すように、同じ接着剤でも温度によってせん断強度、引張強度、耐クリープ性(保持力)、はく離・衝撃強度の関係は変化します。
(1-3) 速度
<第16回>の「10.硬化した接着剤の物性 10.3 粘弾性体」で述べたように、樹脂材料は<粘弾性体>であるため、加わる力の速度によって弾性率や粘性・伸びなどの特性が変化します。一般に、高速で力が加わると<弾性体>的性質、即ち、硬くて伸びが小さい性質となり、低速負荷やクリープ負荷状態では<粘性体>的性質、即ち、軟らかくて伸びが大きい性質となります。このため、図14-42に示すように、同じ接着剤や粘着材でも、力が負荷される速度によってせん断強度、引張強度、耐クリープ性(保持力)、はく離・衝撃強度の関係は変化します。
(2)接着剤・粘着材層の厚さの影響
せん断強度、はく離強度に及ぼす接着層や粘着材の層厚さの影響については、<第49回>の図14-19や図14-17でも示し、図14-42の横軸にも示したように、接着剤や粘着材の層厚さが厚くなると、軟らかい性質、薄くなると硬い性質になります。そのため、接着剤や粘着材の層厚さが厚くなると、せん断強度、引張強度、耐クリープ性(保持力)は低下し、はく離強度、耐衝撃性は向上します。
図14-43は、接着剤や粘着材の層厚さとせん断強度、引張強度とはく離強度、耐衝撃性の関係をもう少し詳しく示したものです。せん断強度や引張強度は、基本的に層厚さが厚くなると低下して行きますが、10μm以下のように非常に薄い場合には、内部応力や応力集中の増加などによって強度は低下します。はく離強度や耐衝撃性は、基本的に厚さが厚いほど高くなります。このため、10μm以下のように非常に薄い層の場合は、破壊しやすいと言うことになります。
せん断強度、引張強度とはく離強度、耐衝撃性のバランスがとれた厚さとしては、100μm(0.1mm)~500μm(0.5mm)程度がよく使われています。接着剤によっては、φ0.1mmやφ0.4mmなどの樹脂ビーズが厚さコントロール用のスペーサーとして添加されているものも有ります。
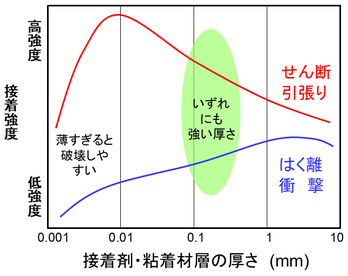
図14-43 接着剤・粘着材層の厚さと強度の関係
外力や熱応力などに対する破壊抵抗性は、部品の変形に対する接着層の追従性が大きいほど高くなります。追従できる限界量(変形可能変位量)は、簡単には「接着剤の厚さ×破断伸び率」なので、変形への追従性を大きくするためには、接着剤層を厚くすれば良いということです。長尺物の隙間充填接着(シール)では、隙間を大きくして埋める状態で使われているように、接着層が厚いほど、一般に、内部応力(硬化収縮応力、熱応力)は低くなり、ヒートサイクル性は向上します。(ただし、厚さ方向の拘束がない場合はです。)
時々、接着剤メーカーの方などから、「接着層はできるだけ薄くして下さい。」と言われることがありますが、これは、せん断強度だけから言われているためで、はく離や衝撃も考えると、接着層を厚くするのは良くないというのは間違いです。
ただし、接着層の厚さを一定にするために、部品に溝や突起を設ける場合もありますが、<第17回>の「11.接着の内部応力 11.3 接着剤の硬化に伴って生じる<硬化収縮応力> (5)硬化収縮応力に影響する因子と低減法」の図11-6に示したように、接着層が厚さ方向に拘束されている場合は、一般に、接着層が厚いほど硬化収縮力は大きくなり、部品の変形も生じやすいので注意が必要です。
接着剤の種類によっては厚くなると固まらないというものも有ります。例えば、<瞬間接着剤(シアノアクリレート系接着剤)>や<嫌気性接着剤>などです。瞬間接着剤は、被着材表面の吸着水と反応して硬化しますが、接着層が厚くなると表面の限られた吸着水では反応しきれないため未硬化となります。嫌気性接着剤は、酸素が遮断された状態で活性材料(銅系や鉄系などの金属、アミン類など)と接触していると接触面から連鎖反応的に硬化していきますが、連鎖反応で硬化する厚さには限りが有るため、0.1mm程度になると硬化不十分となります。このため、<瞬間接着剤(シアノアクリレート系接着剤)>や<嫌気性接着剤>は、薄い接着層厚さでしか使用できず、はく離や衝撃には弱いです。
接着の強度試験は、せん断試験によってなされる場合がほとんどです。しかし、ここまでで述べたように、せん断強度とはく離強度は種々の因子において逆の関係になっています。せん断試験だけで強度の高いものを選ぶと、はく離や衝撃に対しては壊れやすいものを選んでいるという結果になります。このため、接着強度試験では、せん断試験や引張り試験と共にはく離試験も併せて実施することが極めて重要です。
ただ、せん断試験とはく離試験を両方やるとなると、試験片数が多くなって手間と時間がかかってしまいます。試験片数をできるだけ少なくするためには、図14-42の関係から、せん断試験は室温と高温、はく離試験は室温と低温で試験を行えば、低温のせん断試験、高温のはく離試験は省略しても問題は無いでしょう。
(4)接着剤や粘着剤を選定する際の注意点(カタログの表記に注意)
ここまでに述べたように、せん断強度とはく離強度は種々の因子において逆の関係になっています。このため、カタログを見て接着剤や粘着材を選定する際には、せん断強度とはく離強度の両方のデーターをみる必要があります。ところが、困ったことに、接着剤のカタログはせん断強度主体で書かれており、粘着材のカタログでははく離強度主体で書かれています。このため、カタログから強度の高い接着剤を選ぶ場合には、せん断強度の高さで選ぶこととなります。図14-42に示したように、せん断強度が高い接着剤を選ぶと、はく離や衝撃に弱い接着剤を選んでいるという恐れがあります。逆に、カタログから強度の高い両面粘着テープを選ぶ場合には、はく離強度の高さで選ぶこととなります。そうなると、耐クリープ性(保持力)に劣るテープを選んでしまう恐れがあります。
カタログから選ぶ際には、接着剤では、せん断強度だけでなく、はく離強度の記載を、粘着材の場合には、はく離力だけでなく、せん断力や耐クリープ性(保持力)の記載を十分に確認して下さい。カタログに記載が無い場合には、技術資料(TDS:Technical Data Sheet)を取り寄せて確認しましょう。TDSにも記載が無い場合には、メーカーに直接確認して下さい。
なお、カタログや技術資料のデーターの測定条件は、メーカーや品種によって異なっていることも多くあるので、カタログや技術資料の数値は、あくまでも目安程度に考えて下さい。
次回は、応力集中や破壊の起点となる<接着部の不連続性>について説明します。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は(株)原賀接着技術コンサルタントに帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント