
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
==============================================
==============================================
14.接着強度や性能に影響する諸因子
14.8 はく離試験
理想的なはく離の状態は、図14-37【A】に示すように、接着強度が非常に高くて、常に被着材が90°に曲がってはく離している状態です。このような状態は、両面テープで薄い紙や布などを貼った場合などには見られますが、構造部材として用いられるある程度厚さがある金属やプラスチックなどではほとんど見られず、【B】のように、ある曲率を持って剥がれていきます。曲率の大きさは、被着材の曲げ力、接着剤の物性、界面での結合の強さなどで変化します。
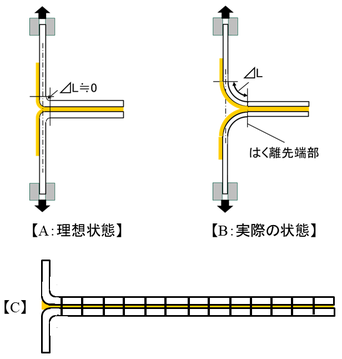
図14-37 理想的なはく離状態と実際のはく離状態
では、構造部材として用いられる金属やプラスチックなどでのはく離状態がどの程度理想状態に近いか、また、安定したはく離状態を保てているかを簡易に評価するにはどうすれば良いのでしょうか。以下に、私がやってきた方法を紹介します。
1)図14-37【C】に示すように、はく離試験片(接着部長さ200mm)の側面に、曲げ部から10mmおきにサインペンなどで印を付けます。
2) クロスヘッド速度をT形はく離試験機では50mm/minに、チャック間距離を50mmに設定します。
3)試験片をチャックに取り付けます。
4)はく離試験を開始し、30秒おきに写真を撮影します。
5)終了後、はく離チャートから、初期ピーク荷重値と定常はく離部での平均強度、最大強度、最低強度、30秒ごとに撮影した写真からはく離長さ(印の位置)(目分量でmm単位で十分)を求めます。
6)グラフの作成
図14-38(左)に示すように、横軸には、はく離開始後の時間を、縦軸には、はく離した被着材の長さL( 1)で付けた印の位置)を取ります。理想的なはく離状態では、図中に一点鎖線で示したような直線となります。
図14-36の【C】のように、はく離開始と同時に、接着部全面がはく離してしまうような場合は、図14-38(左)の ”Y” や “Z” のような直線となり、図14-36の【B】のように、はく離に伴って大きなクラックが数回発生する場合は、”X” のような線となり、いずれも理想直線から大きく外れます。
これらに対して、図14-36の【A】のように、良好な定常はく離状態を示す場合は、図14-38(左)の ”K”、“M”、“P”、“Q” のような線となります。これらは、1.6mm厚さの鋼板の塗装面(塗料2種類)と2.0mm厚さのアルミ板を二液室温硬化型アクリル系接着剤(SGA)で接着し、室温硬化のみのものと室温硬化後焼き付け塗装を行ったものを比較したものです。いずれも、定常はく離部では直線となっており、これらの直線は理想直線と平行になっていることから、クラックの進展がないことがわかります。また、同じ時間ではく離した被着材の長さLは、”K” → “M” → “P” → “Q” の順に大きくなっており、理想直線とのはく離長さの差⊿Lがこの順に長くなっていることがわかります。⊿Lが小さいほどはく離強度は高いので、”K” → “M” → “P” → “Q” の順に、はく離強度が低くなっていることがわかります。
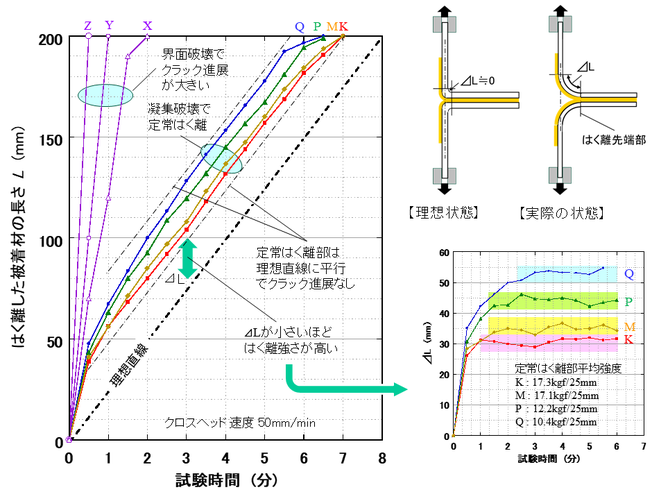
図14-38 はく離状態の良否の評価法
図14-38(左)の図では、⊿Lの差がわかりにくいので、縦軸を⊿Lで示すと、図14-38(右)の図になります。図中には、それぞれの定常はく離部の平均強度を示しました。平均強度が高いほど⊿Lが小さくなることがわかります。また、定常はく離部を塗りつぶしていますが、接着強度が低くなるほど定常はく離状態になるのに時間がかかることもわかります。
なお、接着剤が同じでも、被着材の材質や厚さで⊿Lの値は変化します。厚さが厚いほど、曲げ強度が高くなるほど⊿Lは大きくなり、定常はく離状態になるまでの時間は長くなります。
この評価法を用いることで、理想的なはく離状態に近いものを選びやすくなります。
(7)はく離試験の結果に影響する諸因子
(7-1) 温度(弾性率、伸び)
図14-39(上左)は、二液室温硬化型ウレタン系接着剤で1.2mm厚さと0.4mm厚さのアクリルコート亜鉛めっき鋼板を接着して、浮動ローラーはく離試験で0.4mm側をはく離した場合の測定温度と平均はく離強度の関係を示したものです。この結果から、測定温度が低いほどはく離強度が低下していることがわかります。図14-39(下)は、各温度でのはく離試験の測定チャートです。25℃では、高強度で全面凝集破壊してきれいな定常はく離状態を示しています。しかし、0℃では、一定ピッチでクラックが発生して、大きなピークを繰り返す状態となっており、平均強度は低下しています。-10℃では、さらに強度は低下し、小さなクラックを繰り返し生じながらはく離しています。-20℃では、全面界面破壊となり強度は低くなっています。このように、はく離チャートにも大きな変化が現れるので、はく離チャートと破壊後の試験片の状態を比較観察することは重要です。
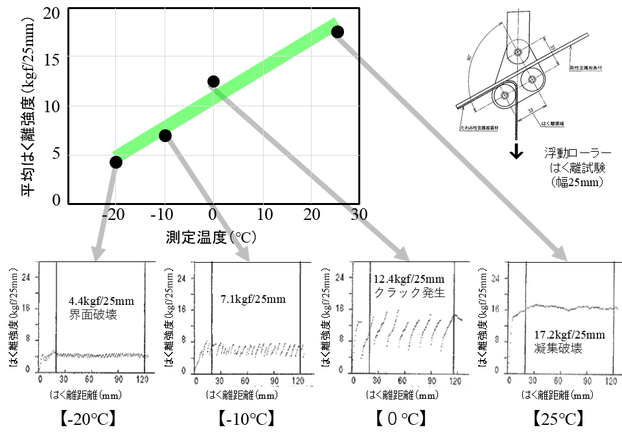
図14-39 はく離試験における温度の影響
(二液室温硬化型ウレタン計接着剤、アクリルコート亜鉛めっき鋼板同士)
低温になるほどはく離特性が低下するのは、図14-40に示すように、低温では接着剤が硬くなり、破断伸び率ε が低下するため、荷重を分担している部分の長さLが短くなること、また、接着剤の弾性率が高くなるため、界面での引張り応力σが高くなるため、界面で破壊しやすくなることなどによるものと考えられます。
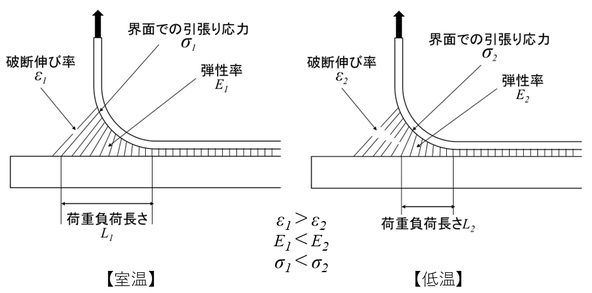
図14-40 はく離における温度の影響(破断伸び率、弾性率、界面での引張り応力、荷重負荷長さ)
では、高温でははく離強度はどうなるのでしょうか。<第16回>の「10.硬化した接着剤の物性」の「10.2 ガラス転移温度Tg」で述べたように、接着剤は高温では柔らかくなり伸びは大きくなります。このため、温度が高くなると、荷重を分担している部分の長さLが長くなるためはく離強度は高くなります。しかし、温度が高過ぎると柔らかくなりすぎて接着剤としての強度自体が低下してしまいます。ですから、はく離強度は、接着剤のガラス転移温度(Tg)付近で最も高く、Tg以上で低下すると言うことになります。
(7-2) 接着層の厚さ
<第49回>の図14-19に一例を示したように、はく離強度は、接着層の厚さが厚くなるにつれて増加します。これは、図14-41に示すように、はく離端部では接着剤は引張られて伸ばされた状態になっており、接着剤の破断伸び率ε0に達したところで破断します。破断までの伸び量ℓは接着層の厚さが厚いほど大きくなるため、破断せずに荷重を支えている部分の長さLは接着層の厚さが厚いほど増加します。この結果、はく離力Pは接着層厚さが厚いほど大きくなります。
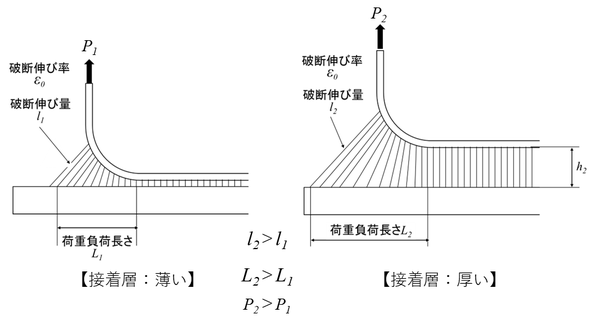
図14-41 はく離における接着層の厚さの影響
(7-3) はく離速度
<第16回>の「10.硬化した接着剤の物性」の「10.3 粘弾性体」で述べたように、接着剤に加わる速度が速くなると、弾性的な性質が強くなって粘性的な性質は表れにくくなります。はく離強度は、接着剤の粘性的性質が強いほど大きくなるため、速い速度ではく離力が加わるとはく離力は低下します。
(7-4) 接着部の幅
はく離試験片のように、被着材に均等に力が加わっている場合には、はく離強度は接着部の幅に比例します。しかし、実際の製品の接着部を考えてみると接着部に均等に力が加わることはまれなことで、板金部品にねじれなどが加わる場合は接着部の角部に最も大きな力が加わってしまいます。接着部の角をカットしたり円形にするなどにより、角部に局所的に集中する力を減らしてはく離抵抗力を高くすることができます。この点については、別の機会に説明します。
(7-5) 接着剤のはみ出し
はく離試験では、被着材を曲げながら試験するため、被着材の表面に硬化した接着剤が付着していると結果に影響します。また、側面にはみ出して硬化した部分も結果に影響します。このため、はく離試験片では、試験片の表面と側面に付着して硬化した接着剤は除去しなければなりません。
以上で、はく離試験についての説明は終了します。次回は、せん断強度、引張強度、はく離強度、衝撃強度の関係などについて述べます。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は(株)原賀接着技術コンサルタントに帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント