
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
==============================================
==============================================
13.複合接着接合法
13.4 複合接着接合法の適用例
(2)リベットボンディングの適用事例
(2-2) 制御盤・操作盤
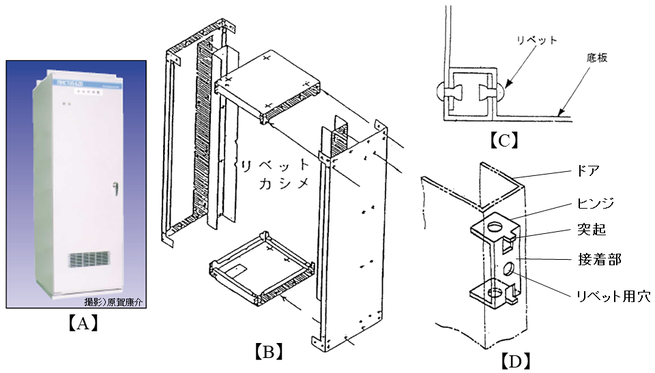
図13-34に示すような制御盤や操作盤は、発電所、工場、交通機関など広範囲の産業分野やインフラ、ビル関係で使用されています。このような制御盤や操作盤の金属筐体は、多品種小ロット生産の代表とされ、従来から溶接やボルト・ナットでの手作業での組み立てが主流です。筐体には、強度・剛性、耐震性、寸法精度、シール性、意匠性などが要求され、材質は、鋼板、亜鉛めっき鋼板、アルミ板、ステンレス鋼板などが使用されています。

(出典)三菱電機(株)カタログ「接着・リベット併用組立法MELARS」 (2006).
図13-34 接着・リベット併用法で組み立てられた制御盤、操作盤の事例
アーク溶接での組み立てでは、熱歪みによる変形とその修正、ステンレスでは溶接焼けとその除去、めっき鋼板では溶接部の塗装補修、溶接技能者の高齢化による不足など多くの問題があり、スポット溶接での組み立てでは、溶接機のふところ長さの制限から大型の物は製造できない、シール性がないため組み立て後にシール作業が必要、点接合のため剛性に劣る、ボルト・ナットでは、外観、剛性、シール性、組み立てに時間がかかるなどの問題がありました。
そこで、接着による組み立てが採用されるようになりました。接着接合を採用することにより、組み立て時に歪みが生じない、面接合により剛性が向上する、薄板化しても溶接と同等の強度・剛性が確保できる、接合と同時にシールができる、熟練技能が不要、などの効果が得られています。一部の部品には非磁性が要求される場合もあり異種金属の接合が必要ですが、接着は容易に対応可能であり、接着剤の絶縁性によって電食も防止できます。しかし、接着剤による組み立てでは、接着剤が硬化するまでの圧締が課題です。そこで、リベット(ファスナー)を併用することで解決されています。リベット(ファスナー)は、電着塗装時の電気的導通の確保、アースや電磁シールド性の確保、焼付け塗装時の高温での接着剤の軟化に伴う変形の防止、接着剤の長期クリープの防止、火災により制御盤が延焼するなど非常時での最低限の形状維持による安全性の確保、などの役割も果たしています。図13-34の筐体は、1994年(31年前)頃から製造が開始された接着剤とリベットの併用で組み立てられたものの事例です。接着剤は、油面接着性をはじめとする作業性と強度・耐久性に優れた二液室温硬化型変性アクリル系(SGA)が使用されています。
図13-35(A)は、接着・リベット併用法で製造された高さ2300mm、幅、奥行き800mm(両面扉)の工業プラント用制御盤の例です。接合部を面とするために、【B】に見られるように、板金の折り曲げ加工で糊しろが設けられています。底板と側板の接合部など高い強度と剛性が必要な部分では、底板、天板、側板のコーナー部に作り込まれたコーナー金具と、【C】に示すように、接着で角パイプ構造が形成されています。また、扉のヒンジ部には大きな力が加わりますが、【D】のような構造とすることで問題の無い強度が確保されています。
(出典)眼龍裕司、原賀康介、八木直樹、駒澤吉郎、中島義信: “接着・リベット併用による配電盤・制御盤の組立技術”,三菱電機技報,Vol.69,No. 12,P.1104-1108 (1995).
(出典)原賀康介、眼龍裕司、中島義信、八木直樹: “接着・リベット併用による配電盤・制御盤の組立技術”,日本接着学会誌,Vol.32,No.1,P.14-19 (1996).
(出典)緑川聡、永田一也、原賀康介; “接着剤とリベットの併用による板金構造物の組立技術「MELARS」”, 接着の技術,Vol.19,No.1,P.85-88 (1999).
(出典)三菱電機(株)カタログ「接着・リベット併用組立法MELARS」 (2006).
図13-35 接着・リベット併用組み立て筐体の構造例(800w×800D×2300H、両面扉)
片手で持てる程度の部品であれば、リベット穴で位置決めすることは容易ですが、大きな重量物となると容易ではありません。そこで、図13-36【A】に示すように、板金に円錐台形状のカウンターシンク(皿絞り)加工がなされています。【B】のように、接着剤を塗布した部品を適当な位置で合わせてずらして噛み合わせると、接着剤の欠き取りや接着部周辺への付着もなく、容易にリベット穴を合わせることができます。
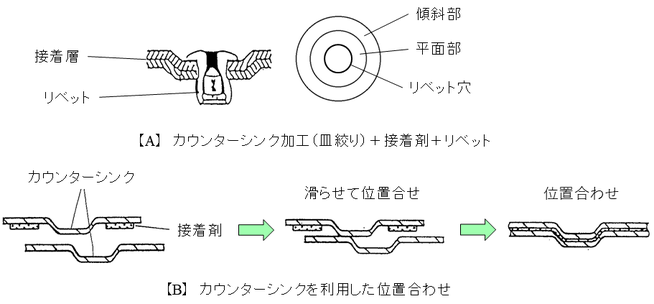
図13-36 カウンタシンクを利用した位置合わせの簡易化
ここで述べた制御盤や操作盤は、多くの機器で使用されるため、1箇所の板金工場で製造されるものではなく、それぞれの機器を製造する全国の製造拠点やその外注工場など多くの場所で製造されるものです。ここで課題となるのは、接着作業の信頼性の確保です。
まず、接着面の複雑・高度な表面処理は行えません。また、二液型接着剤の計量・混合の精度も問題です。これらの点に関しては、非常に優れた油面接着性を有し、二液の配合比も目分量程度で十分で、簡易混合でもきちんと硬化して性能を発揮できる二液室温硬化型変性アクリル系接着剤(SGA)の採用で解決されています。
もう一つの大きな課題は、接着すべき部分にきちんと接着剤が塗布されて、きちんと硬化しているかの確認方法です。一般的には、接着部の周辺に接着剤がはみ出しているか、はみ出した接着剤はきちんと硬化しているかで確認します。しかし、制御盤や操作盤のような構造体では、図13-35【C】のように、接着部が見えない場合も多くあります。あるいは、接着剤のはみ出しが許されない箇所もあります。そのため、図13-37に示すように、接着部の目で見える側に、小さな<確認穴>を数カ所設けています。接合後、確認穴から接着剤がはみ出していれば内部にも接着剤が拡がっている、はみ出した接着剤がきちんと固まっていれば内部の接着剤も固まっていると判断できます。接着剤が<確認穴>からはみ出していない場合は、打音検査や超音波検査で接着剤の有無を確認します。
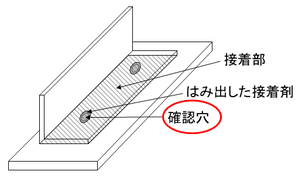
図13-37 確認穴によるはみ出し部が見えない部分での塗布、硬化の確認方法
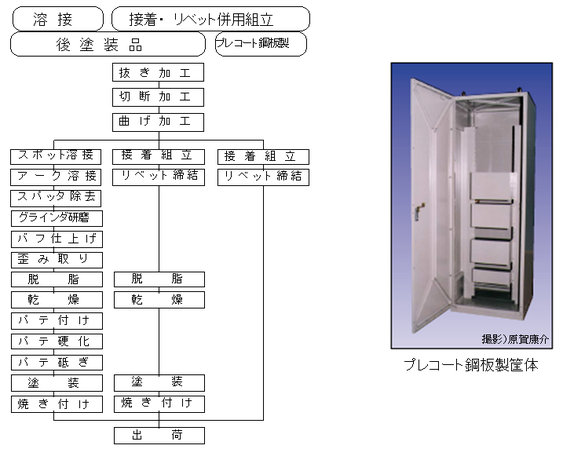
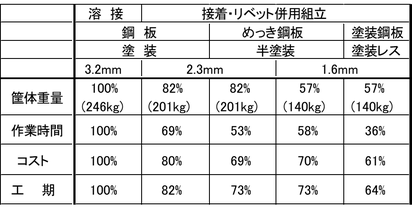
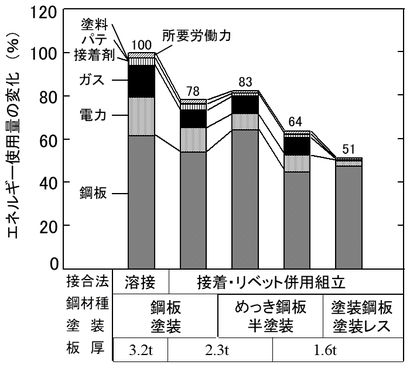
図13-38には、鋼板の溶接組み立て、鋼板または亜鉛めっき鋼板の接着・リベット併用組み立て、鉄鋼メーカーで亜鉛めっき鋼板に塗装したプレコート鋼板を用いた接着・リベット併用組み立ての製造工程の比較を示しました。接着・リベット併用組立化によって、溶接歪み除去関連の作業がなくなり、さらに、プレコート鋼板の接着・リベット併用組み立てでは塗装工程も不要となっています。表13-1には、接着・リベット併用化による板厚、重量、作業時間、コスト、工期などの低減効果をアーク溶接の場合と比較して示しています。図13-39には、原料採掘段階から筐体完成までの全エネルギー使用量の変化をアーク溶接の場合と比較して示しています。接着剤とリベットを併用するリベットボンディング化によって、大きなエネルギー削減効果が得られていることがわかります。
(出典)原賀康介:”電気機器における構造接着技術”、溶接学会誌、Vol.70,No.2,253 (2001).
(出典)緑川聡、永田一也、原賀康介;“接着剤とリベットの併用による板金構造物の組立技術「MELARS」”,接着の技術,Vol.19,No.1,P.85-88 (1999).
(出典)三菱電機(株)カタログ「接着・リベット併用組立法MELARS」(2006).
図13-38 溶接と接着・リベット併用組立による製造工程の比較
表13-1 接着・リベット併用組立による効果(溶接との比較)(800W×800D×2300Hの両面扉筐体)
(出典)原賀康介:”電気機器における構造接着技術”、溶接学会誌、Vol.70,No.2,253 (2001).
(出典)原賀康介:”電気機器における構造接着技術”、溶接学会誌、Vol.70, No.2, 253 (2001).
図13-39 原料採掘段階から筐体完成までの全エネルギー使用量の変化
(800W×800D×2300H の 両面扉筐体)
リベットボンディングが適用された制御盤や操作盤などは、1994年頃から製造されていますが、大きな問題は生じていません。
(2-3) 大型映像装置のモジュール筐体
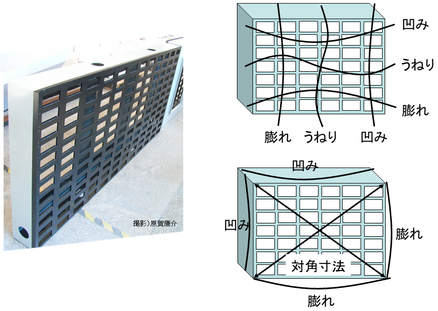
各種の競技場やイベント会場で見られる大型映像装置、空港や鉄道駅などの発着情報表示板、ビル壁面の大型広告表示装置など、大型の映像・表示装置はなじみのものとなっています。これらの大画面は一体でできるものではなく、図13-40に示すようなモジュール筐体を縦横に多数並べて大画面が構成されています。モジュール筐体は、表示モジュールが縦横に取り付けられるため、図に示すように、スカスカの構造になっています。そのため、膨れ、凹み、うねりなどの変形が生じやすく、モジュール筐体に変形が生じると、隣接するモジュール筐体との間に隙間が生じたり、表示面に凹凸が生じたりして、画像の精細さに影響します。
そこで、接合歪みが小さな組立法として接着接合が用いられていますが、組み立て作業性、接合信頼性の点からリベットが併用されています。ここでも、接着剤には、油が付着した面でも接着ができる二液室温硬化型変性アクリル系接着剤(SGA)が用いられています。
リベットの頭が筐体の表面に出っ張ると筐体間にに隙間が生じるので、接合面を外面以外の部分に配置したり、皿頭のリベットが使用されたり、カウンターシンク加工がなされています。
(出典)原賀康介著;「高信頼性接着の実務―事例と信頼性の考え方―」,P.23,日刊工業新聞社刊 (2013).
図13-40 大型映像装置用モジュール筐体
次回も引き続き複合接着接合法の適用例を紹介します。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は(株)原賀接着技術コンサルタントに帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント