
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
==============================================
==============================================
13.複合接着接合法
13.1 <複合接着接合法>とは
<複合接着接合法>とは、接着剤と接着以外の接合方法を併用する方法で、<併用接合法>や<ハイブリッド接合法>などとも呼ばれています。
<複合接着接合法>の目的は、接着の欠点や、併用する接合法の欠点を補完し合って、接合の特性・機能・品質・信頼性を向上させるとともに、製造工程の合理化によってコストダウンを図ることです。
13.2 各種の複合接着接合法
(1)接着とスポット溶接の併用 ―ウェルドボンディング(WB)―
よく知られているのは、接着剤とスポット溶接(抵抗点溶接)を併用する方法で、<ウェルドボンディング(WB)>と呼ばれています。自動車の車体組立などで多用されています。
接着剤としては、一液加熱硬化型エポキシ系接着剤や二液室温硬化型アクリル系接着剤(SGA)、一液加熱硬化型塩ビプラスチゾルなどが用いられます。接合可能な部材は、スポット溶接ができる金属材料同士に限られます。
接合のプロセスは図13-1に示すように、接合部に接着剤を塗布して貼り合わせ、接着剤が未硬化の状態でスポット溶接を行います。スポット溶接は、電極で加圧した状態で通電を行い、金属同士の接触部の抵抗発熱によって金属を溶融させてナゲットと呼ばれる溶融凝固部を作る方法です。溶接が終わった段階では接着剤はまだ硬化していないので、後の工程で硬化させる必要があります。
接着剤は絶縁物で電気を通さないのに、なぜ通電ができるのか疑問に思われるかもしれませんが、電極の加圧力は一般に数kN(数100kgf)と高いため、液状やペースト状の接着剤を押しのけて金属同士が接触するためです。最適な溶接条件は、用いる接着剤の組成によって、溶接のみの場合とは若干異なります。この点については、後述します。

図13-1 ウェルドボンディング(WB)の接合プロセス
しかし、電極の加圧力だけで流動排除されないフィル状接着剤や、あらかじめ金属板にプレコートされて乾燥皮膜になっている接着剤では、通電ができません。このような場合には、図13-2に示すように、分流板を用いて予備通電で金属を発熱させて、接着剤を軟化や溶融させて金属創始を接触させた後に加圧通電することで溶接することができます。

(出典)原賀康介;“ウェルドボンド法”,工業材料, Vol.37, No.12, P.94 (1989).
図13-2 非流動性接着剤の分流板による加熱溶融ウェルドボンディング
分流板は面倒という場合には、図13-3に示すように、一方の金属板に突起(プロジェクション)を形成して、突起部で接着剤を突き破って金属板同士を接触させる方法があります。電流が突起部分に集中するので、小電流でも電流密度を高くでき、溶接する部材の板厚が異なる場合でも確実なナゲットを形成できます。発熱量が少ないため、接着剤への熱影響を減らしたり、薄板では溶接による歪みを少なくすることができます。その他に、レーザー溶接などとの併用も可能です。
(出典) JWES (溶接情報センター) http://www-it.jwes.or.jp/qa/details.jsp?pg_no=0080030100
図13-3 プロジェクション・スポット溶接の例
溶接を行うと、溶融部の直近の接着剤が熱影響を受けたり、はみ出したり、飛び散ったりすることがありますが、これを避けるために、溶接を行った後で低粘度の接着剤を重ね合せ部に浸透させる方法もあります。
(2)接着とリベット(ファスナー)の併用 ―リベットボンディング(RB)―
接着剤とリベット(ファスナー)を併用する方法で、<リベットボンディング(RB)>と呼ばれています。接合する両部品に、あらかじめリベットを差し込むための穴加工が必要です。様々な異種材料の組合せでも接合ができる、片面作業や穴で位置が決まるなど作業しやすい、幅広い種類の接着剤が使用できる、などの特徴のため、さまざまな部品組立で多用されています。
接合のプロセスは図13-4に示すように、あらかじめ穴を設けた接合部に接着剤を塗布して貼り合わせ、リベットを差し込み、リベットに差し込まれているマンドレルという棒をリベッターと呼ばれる工具で引張ります。マンドレルによってリベットの先端部が押しつぶされて締結され、その後、マンドレルはくびれ部で切断されます。リベットでの締結が終わった段階では接着剤はまだ硬化していないので、後の工程で硬化させます。

図13-4 リベットボンディング(RB)の接合プロセス
リベットには多くの種類が有り、高強度が必要な場合は、図13-5に示すような、2ピースタイプも使用されます。

図13-5 2ピースタイプ・ブラインドリベットの締結プロセス
図13-6は、ブラインドナットによる締結です。ブラインドナットは、もともと単体の板にナットを固定するために使われるものですが、接着剤を塗布して貼り合わせた二枚の板を締結すると<複合接着接合>となります。締結後にナット部分に別の部品をボルトで固定することができ便利です。

(出典) POPブラインドナット資料 https://www.stanleyengineeredfastening.com/-/media/Web/SEF/Assets/jp/product_guide/POP-BLIND-NUT-CATALOG.pdf
図13-6 ブラインドナットによる締結プロセス
(3)接着とセルフピアスリベット(SPR)の併用
セルフピアスリベット(SPR)は打ち込みリベットとも呼ばれます。複合接着接合法では、あらかじめ接着剤を塗布して貼り合わせ、未硬化の状態でセルフピアスリベット(SPR)で締結します。図13-7は、セルフピアスリベット(SPR)による締結プロセスです。接着剤を塗布して貼り合わせた二枚の板をポンチとダイの間に挟んで、セルフピアスリベット(SPR)をセットして、ポンチでセルフピアスリベット(SPR)を板に押し込みます。押し込まれたセルフピアスリベット(SPR)は板を突き破って、ダイによって押し広げられます。この方法は、下穴が不要、異種材料でも接合ができる、幅広い種類の接着剤が使用できるなどの特徴が有ります。

(出典) 原賀康介,金坂敏行,馬淵 晃,船崎 敦,高山直樹,山本三幸,高橋伸一郎;“自動車車体軽量化のためのアルミ/アルミ,アルミ/鋼の各種接合方法の強度特性”,日本接着学会誌,Vol.34,No. 11,P.432-438(1998).
図13-7 セルフピアスリベットによる締結プロセス
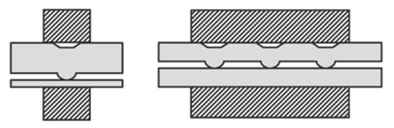
(4)接着とメカニカルクリンチングとの併用
図13-8は、メカニカルクリンチングによる締結プロスです。複合接着接合法では、あらかじめ接着剤を塗布して貼り合わせた二枚の板を、未硬化の状態でポンチとダイの間に挟んで、ポンチで板を塑性変形させながらダイに押し込みます。押し込まれると上板が下板に食い込むように拡がって締結されます。この方法は、下穴が不要、リベット(ファスナー)やセルフピアスリベット(SPR)などの締結部品が不要、異種材料でも接合ができる、幅広い種類の接着剤が使用できる、などの特徴が有ります。

(出典) 原賀康介,金坂敏行,馬淵 晃,船崎 敦,高山直樹,山本三幸,高橋伸一郎;“自動車車体軽量化のためのアルミ/アルミ,アルミ/鋼の各種接合方法の強度特性”,日本接着学会誌,Vol.34,No. 11,P.432-438(1998).
図13-8 メカニカルクリンチングによる締結プロセス
(5)その他の併用法
<複合接着接合法>で接着と併用する接合方法は(1)~(4)に限られているわけではありません。ねじやボルト、スタッドボルト、プラスチック部品の場合はスナップフィット、木材では釘、軸嵌合では焼きばめなどさまざまな締結法との併用が可能です。
次回は、接着とその他の接合の課題が、複合接着接合法によって、どのように改善されるのかについて述べていきます。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は(株)原賀接着技術コンサルタントに帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント