
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
==============================================
==============================================
13.複合接着接合法
13.3 複合接着接合法による接合の課題の改善
多くの構造部品の組み立てには、ねじ、ボルト・ナット、リベット、スポット溶接、溶融溶接などが用いられています。しかし、構造部品の軽量化やコストダウンのために板厚を薄くすると、接合強度が大きくて低下するため、思ったような板厚低減ができないことが多くあります。これは、これらの接合は点や線での接合であるため、点や線の接合部に全荷重が加わり、母材の破壊強度以下で接合部が壊れてしまうためです。これに対して、面での接合である接着では、荷重は接合面に分散されるため、母材に加わる応力値は低下します。図13-20は、紙と紙をステープラーと両面テープで接合して引張った時の破壊状態です。ステープラーでは、小さい力でステープラーの穴の部分から紙が破れます。一方、両面テープでは、簡単には壊れず、大きな力を加わると、貼り合わせ部ではなく、指で掴んだ付近で紙自体が破れます。
このように、面での接合である接着を用いると、薄板でも板自体の強度まで荷重伝達ができます。そこで、ねじ、ボルト・ナット、リベット、スポット溶接などの接合法のままで、接着剤を併用することで薄板化が可能となります。

図13-20 点接合と面接着の破壊状態の比較
図13-21は、0.5mm厚同士、1.0mm厚同士、1.6mm厚同士の軟鋼板のT型剥離強度です。スポット溶接、接着、スポット溶接と接着を併用したものの比較です。スポット溶接は、折り曲げ部から5mmのところに1点施工しています。スポット溶接(緑色)では接着(青色)に比べて板厚依存性が大きく、0.5mmの薄板では、スポット溶接は接着より低強度になっています。そこで、0.5mmなどの薄板のスポット溶接部に接着を併用して、強度向上を図ることがなされています。

(出典) 山田 祥、原賀康介,齋藤 貴;“ウェルドボンディングに及ぼす溶接条件の影響”,日本接着協会誌,Vol..19,No.11 ,P.491-496 (1983).
図13-21 薄板でのスポット溶接強度の低下の補完
(2-6) [耐久性] 疲労特性の向上
ネジやボルト、リベット、スポット溶接などの点接合の欠点の一つとして繰り返し疲労耐久性の低さが上げられます。特に、板厚が薄いと低負荷で母材が破れてしまいます。これは、点接合では接合部に荷重が集中して応力が高くなるためです。これに対して、接着は面接合で応力が分散されるため、複合接着接合法にすることで、点接合の疲労特性を向上させることができます。
図13-22は、重ね合せせん断試験片での接着、スポット溶接、ウェルドボンディングの繰り返し疲労特性の比較です。被着材は厚さ1.5mmのステンレス鋼板同士、重ね合せ部は25mm×25mm、スポット溶接は重ね合わせ部の中央に1点施工、接着剤は柔らかめの二液室温硬化型アクリル系接着剤(SGA)です。静的な最大強度は、3種類とも約12kNで同等です。疲労試験は、周波数16.6Hz、片振り、応力比Rは0.1で実施しています。この結果からわかるように、107サイクルでの時間強度(最大荷重値)は、スポット溶接単独では静的強度の13.3%、接着単独では20.8%ですが、複合接着接合法(ウェルドボンディング)では、接着単独よりも高く、23.3%に向上しています。

(出典) 山田 祥、原賀康介,齋藤 貴;“ウェルドボンディングに及ぼす溶接条件の影響”,日本接着協会誌,Vol..19,No.11 ,P.491-496 (1983).
図13-22 ウェルドボンディングによる疲労特性の向上(SGA)
図13-23は、図13-22と同様の試験条件で、接着剤に柔らかめの二液室温硬化型ウレタン系接着剤を用いたものです。静的な最大強度は、接着6kN、スポット溶接12kN、ウェルドボンディング10kNです。この結果では、接着のみの疲労特性はスポット溶接のみより低いにもかかわらず、ウェルドボンディングでは、スポット溶接のみよりも疲労特性が高くなっています。
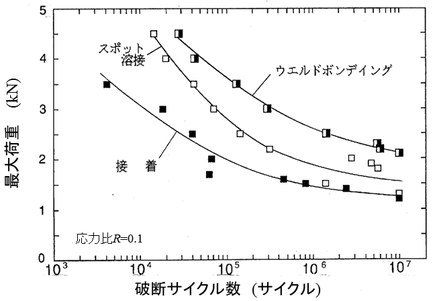
図13-23 ウェルドボンディングによる疲労特性の向上(ウレタン系接着剤)
図13-24は、硬い一液加熱硬化型エポキシ系接着剤、スポット溶接、ウェルドボンディングの疲労特性の比較です。スポット溶接のみの疲労特性が、ウェルドボンディングによって向上していることがわかります。しかし、図13-22、図13-23で見られたような、複合による接着の疲労特性の向上は見られていません。

図13-24 ウェルドボンディングによる疲労特性の向上(一液加熱硬化型エポキシ系接着剤)(1)
図13-25は、スポット溶接(静的最大強度約3.9kN)、メカニカルクリンチング(Tox)(静的最大強度約3kN)、セルフピアスリベット(Henrob)(静的最大強度約4.2kN)、接着(硬い一液加熱硬化型接着剤)(静的最大強度約7.5kN)、接着とそれぞれの複合接着接合(静的最大強度いずれも約7kN)の疲労特性の比較です。材質は1.6mm厚さのアルミ板同士、重ね合せ部は25mm×25mmです。この結果でも、スポット溶接、メカニカルクリンチング(Tox)、セルフピアスリベット(Henrob)より複合接着接合法では疲労特性が向上していますが、複合による接着の疲労特性の向上は見られていません。
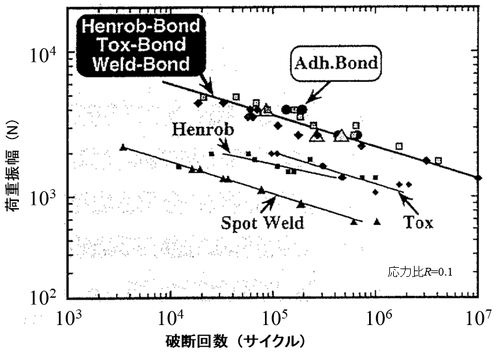
(出典) 原賀康介,金坂敏行,馬淵 晃,船崎 敦,高山直樹,山本三幸,高橋伸一郎;“自動車車体軽量化のためのアルミ/アルミ,アルミ/鋼の各種接合方法の強度特性”,日本接着学会誌,Vol.34,No. 11,P.432-438(1998).
図13-25 ウェルドボンディングによる疲労特性の向上(一液加熱硬化型エポキシ系接着剤)(2)
接着のみの疲労特性より複合接着接合での疲労特性が向上するかしないは、用いる接着剤の硬さに影響されます。図13-22、図13-23で、接着より複合接着接合で向上したのは、軟らかめのSGAやウレタン系接着剤の場合で、図13-24、図13-25で、複合接着接合でも接着と変わらなかったのは、硬いエポキシ系接着剤です。では、なぜ軟らかければ向上するのでしょうか。
図13-26は、軟らかい接着剤と硬い接着剤で、接着単独のものと点接合との複合接着の重ね合せ継ぎ手に荷重Pを負荷した場合の接着層の変形の状態を示したものです。

図13-26 接着剤が硬い場合には、複合接着接合法で疲労強度が接着単独以上にならない理由
接着剤が軟らかい場合は、(B)のように、接着単独では接着界面が左右にずらされて、接着層全体が均一に平行四辺形に変形します。即ち、接着界面の応力はどの部分も均一でさほど高くありません。(C)のように、軟らかい接着部の中央に弾性率が高い点接合を併用すると、荷重Pが負荷されると、接着剤が軟らかいので荷重は中央の点接合部にも伝わります。しかし、点接合部は弾性率が高いので、わずかなズレ変形にとどまります。その結果、軟らかい接着層がずれるのは、重ね合せ部の中央部から根元付近まで(緑点から赤点まで)だけとなり、接着層のズレ変形は接着単独の場合より小さくなります。また、片振りの疲労試験では、常に引張り力が加わっているために、軟らかい接着剤だけの場合には、クリープによる劣化も同時に生じますが、複合接着接合では、点接合部によってクリープが低減されます。
一方、接着剤が硬い場合には、接着だけの場合でも、(B)のように、応力は重ね合せ端部の赤点付近集中して、重ね合せ部の中央部(緑点)にはほとんど加わりません。このため、硬い接着部の中央に弾性率が高い点接合を併用しても、点接合部には荷重はほとんど加わらず、(C)のように、応力状態は、接着のみの場合とほとんど変わりません。硬い接着剤で点接合を併用しても疲労強度が向上しなかったのはこのような理由によるものと考えられます。
以上に述べたように、複合接着接合法を用いることにより、軟らかい接着剤でも硬い接着剤でも、点接合の疲労特性を改善することができます。この効果を利用することで、図13-27(<第34回>の図12-56の再掲)に示すように、複合接着接合法では、板厚を2.3mmから1.6mmに低減しても、2.3mm厚さでリベット、スポット溶接、アーク溶接を行うより優れた疲労特性が得られ、薄板化や軽量化に大きな効果が得られます。

(出典)原賀康介:”電気機器における構造接着技術”、溶接学会誌、Vol.70,No.2,253 (2001)
(出典)三菱電機(株)カタログ「接着・リベット併用組立法MELARS」(2006).
図13-27(再掲) 各種接合方法の疲労特性の比較
次回は、複合接着接合法の適用事例について述べます。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は(株)原賀接着技術コンサルタントに帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント