
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
==============================================
pdfファイル版(第1回~第25回)販売のお知らせ
・<接着・原賀塾>の 第1回から第25回 を読みやすくまとめた「pdfファイル版」(A4版 全137ページ)を作成いたしました。
・このpdfファイルは、印刷、検索、テキスト・画像のコピー、編集など全てのpdf機能が使用できます。しおりも付いています。
・一部3,000円(消費税別)での販売とさせて頂きます。
・「個人単位での使用」に限定させていただきます。
ご購入をご希望の方は、「下記の購入申込バナー」からお申し込み下さい。
・お申し込み受付後、pdfファイルと開封パスワード、Cv接着設計法計算シートのExcelファイル、請求書をメールでお送りします。
・受領後、翌月末までに銀行口座にお振り込みください。
==============================================
12.7 疲労耐久性
(4)温度変化の繰り返しによる熱疲労
(4-3) <熱応力>が生じる各種のパターン
④ 被着体が拘束されている場合
<前回>の図12-70【A】の場合は、被着体は拘束されていませんでしたが、図12-77のように、被着体の両端が拘束されるとどうなるでしょうか。

図12-77 被着体の端部が拘束されている場合は、被着体の長さ全体の伸縮が接着剤の変形に影響する
高温になると、被着体の長さ全体が伸ばされるため、接着部の上面の結合界面は右方向に押され、下面の結合界面は左方向に押されます。低温になると、逆方向に引張られます。高温低温が繰り返されると、接着剤には繰り返し逆方向の力が加わることとなります。被着体の長さが長いほど伸縮長さの変化は大きくなるので、接着剤には大きな負荷が加わります。被着体が拘束されていない図12-70【A】に比べると、はるかに劣化を生じやすくなります。
このような場合、接着層の厚さを厚くしておけば、接着界面のズレ量が同じでも、接着剤断面のせん断ズレ角度は小さくなるので、壊れにくくなります。
図12-78は、丸棒や角棒などの突合せ接着体で両端部が拘束されている場合です。高温になると、被着体が伸びるため、接着層は圧縮されます。低温になると、被着体が縮むため、接着層は引張られます。高温低温が繰り返されると、接着層には繰り返し引張り方向の力と圧縮方向の力がが加わることとなります。被着体の長さが長いほど伸縮長さは大きくなるので、接着剤には大きな負荷が加わります。接着層の厚さが薄い場合には、低温で引張られると、被着体の収縮量が小さくても接着剤の伸び率は大きくなり、接着剤の破断伸び率を超えてしまうと接着剤内部で破壊することになります。引張り力が界面での接着強度以上になると界面で剥離を生じます。長尺物の継ぎ目のシールで、破断伸び率が大きな軟らかいシール材を用いて厚めに塗布されているのは、上記のような厚さ方向の伸縮による負荷を小さくするためです。

図12-78 突合せ接着体での高温低温における接着層の厚さの変化
⑤ 嵌合接着で接着層厚さが拘束されている場合
穴に軸を差し込んで接着するような嵌合接着では、接着層の厚さは穴径と軸径で決まり、接着層が自由に厚くなったり薄くなったりすることはできません。軸部品と穴部品が同一材料の場合は、温度変化が生じても穴径と軸径は同じように伸び縮みするため、接着層の厚さはほとんど変化しませんが、穴部品と軸部品とが異種材料で線膨張係数が異なる場合は、温度変化による軸径と穴径の変化量は異なるため、接着層の厚さは変化します。気がつかないうちに、④で述べたのと同じような状況が生じてしまいます。
このことは、<第21回>の「11.内部応力」の「11.7 被着体の変形によって生じる応力」の「(5)異種材料の嵌合接着におけるクリアランス(接着層厚さ)の変化」で述べていますが、非常に大きな問題なので、ここで再度記します。
図12-79(<第21回>の図11-21と同じ)は、軸部品Aの線膨張係数が穴部品Bの線膨張係数より大きくて、室温硬化型接着剤を用いる場合です。
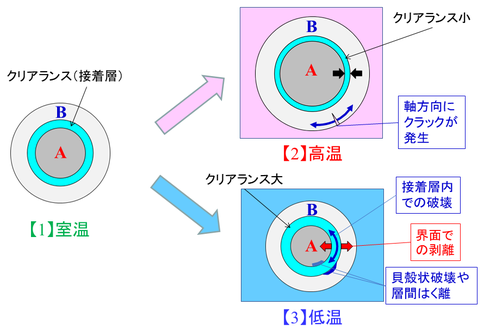
図12-79 異種材の嵌合接着における接着層の厚さの変化と力の加わり方
(線膨張係数:A>B、室温硬化型接着剤の場合)
【1】は、室温で軸部品Aに接着剤を塗布して、穴部品Bに差し込んで接着剤が硬化した状態です。この段階では、接着層には、厚さ方向と円周方向に引張られるような<硬化収縮応力>が作用しています。
使用中に高温になると、【2】のように、軸部品Aの線膨張係数が穴部品Bより大きいため、クリアランス(接着層の厚さ)は、【1】の室温状態より小さくなります。この状態では、接着剤には圧縮力が加わるため、接着界面でのはく離は生じません。しかし、この圧縮力は、穴部品Bが円筒状の場合は、円筒に内圧か加わったような力となるため、円筒表面には、円孔状の青矢印のように円周方向に引張り力が作用することになります。円筒状の部品Bが、ガラスやセラミックス、焼結磁石などのように割れやすい材料の場合には、円周方向の引張り力によって外周面にクラックが入って、軸方向に割れることがあります。
使用時に低温になると、【3】のように、クリアランス(接着層の厚さ)は大きくなります。接着剤は軸と穴の表面で結合しているため、接着剤には径方向に引張り力が加わります。【1】の硬化段階で生じた<硬化収縮応力>に加えて、室温から低温までの温度差による接着剤の収縮応力も加わっています。軸や穴との界面での結合力が引張り力より弱ければ、界面ではく離が生じます。もし、接着剤の低温での破断伸びがクリアランスの拡がり量以下しかなければ、接着剤の内部で円周方向に破壊することとなります(図中の青の円弧状矢印)。
また、径方向に作用している引張り力と円周方向に作用している力によって、【3】に示したように、部品がガラスやセラミックス、焼結磁石などの割れやすい脆性材料の場合は、部品の表面で貝殻状破壊が、複合材料の場合は層間はく離が、めっきやコーティングなどの皮膜上での接着の場合は、素地からの膜剥がれが生じる場合もあります。
使用中に高温/低温の温度サイクルが繰り返し加わると、上記のような不具合が拡大されます。このような不具合は、もともとのクリアランスが大きいほど少なくなるので、設計段階でクリアランスを大きくしておくことが重要です。
線膨張係数が 軸部品A>穴部品B の場合で加熱硬化型接着剤を用いる場合、線膨張係数が 穴部品B>軸部品A の場合で、室温硬化型接着剤を用いる場合と加熱硬化型接着剤を用いる場合とでは、高温や低温での不具合の発生の仕方が異なります。これらのケースについては、<第21回>で詳しく述べているので、参考にしてください。
⑥ 被着体内部の温度分布で被着体が変形するパターン
<第20回>の「11.内部応力」の「11.7 被着体の変形によって生じる応力」の「(3)部品内部の温度勾配による変形」ですでに述べたように、接着された部品が半田ディップや急速冷凍などで急激な温度変化にさらされる場合があります。このような場合には、図12-80(<第20回>の図11-18と同じ)に示すように、室温で①の状態の接着体が、急激に高温状態にさらされると、②のように、部品の表面は短時間で高温になりますが、接着部付近には熱がまだ伝わっていないため、被着体の内部には大きな温度勾配が生じ、太鼓状に反ることになります。②の状態では、接着剤は被着体に引張られた状態になっており、界面での結合力が弱ければ界面ではく離し、接着剤の破断伸び率が被着体の変形量以下であれば接着剤の内部で破壊が生じます。例えば、①の状態での接着層の厚さが10μmで、②の状態で接着部中央部の被着体間距離が20μmに拡がったとすると、接着剤の破断伸び率は100%以上なければ、接着剤の内部で破壊することとなります。シリコーンゴム系接着剤などは何とか追従できますが、エポキシ系接着剤などの弾性率が高い接着剤の破断伸び率はかなり小さいため、破壊が生じてしまいます。その後、接着体全体が高温になると、③のように、被着体の変形はなくなります。冷却段階では、急激な冷却を行うと、表面付近は収縮するため、④のように、鼓状に反ることになります。④の状態では、被着体の端部付近の接着剤は被着体に引張られた状態になっており、界面での結合力が弱ければ界面ではく離し、接着剤の破断伸び率が被着体の変形量以下であれば接着剤の内部で破壊が生じます。その後、全体が室温に戻ると、①のように、元の状態に戻ります。
1回の高温/低温の暴露で破壊しなくても、急激な高温/低温が繰り返されると、徐々に破壊が進行することとなります。

図12-80 急激な温度変化による部品内部の温度勾配の影響
温度の上昇や降下が緩やかな場合には、被着体内部の温度勾配は小さくなります。ゆっくりと昇温と降温を繰り返すヒートサイクル試験より、急激に高温と低温を繰り返すヒートショック試験の方が厳しいのはこのためです。
⑦ 二つの被着体に温度差が生じて変形するパターン
図12-81は、基板に接着された電子デバイスが急激に発熱して、熱が基板に伝わっていく場合です。部品に接着された摩擦材が摩擦によって急激に高温になる場合も同じです。デバイスが動作すると急激に発熱して、基板のデバイス直下部分が昇温して、基板の接着表面付近が伸びて基板が反ります。デバイスが長時間動作して発熱が長時間になると、基板全体が加熱されます。デバイスと基板は接着されているので、自由に伸びれないため、基板は逆反りします。デバイスが動作を停止すると、元の状態に戻ります。
このように、部品の発熱/冷却の繰り返しで被着体に変形が生じると、接着部の特に界面には応力が繰り返し発生し、徐々に劣化することとなります。

図12-81 部品の急激な発熱による基板の反り
次回は、温度サイクルと他の劣化因子の複合による劣化の促進、熱サイクル疲労の改善方法について述べます。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は(株)原賀接着技術コンサルタントに帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント