
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
==============================================
pdfファイル版(第1回~第25回)販売のお知らせ
・<接着・原賀塾>の 第1回から第25回 を読みやすくまとめた「pdfファイル版」(A4版 全137ページ)を作成いたしました。
・このpdfファイルは、印刷、検索、テキスト・画像のコピー、編集など全てのpdf機能が使用できます。しおりも付いています。
・一部3,000円(消費税別)での販売とさせて頂きます。
・「個人単位での使用」に限定させていただきます。
ご購入をご希望の方は、「下記の購入申込バナー」からお申し込み下さい。
・お申し込み受付後、pdfファイルと開封パスワード、Cv接着設計法計算シートのExcelファイル、請求書をメールでお送りします。
・受領後、翌月末までに銀行口座にお振り込みください。
==============================================
14.接着強度や性能に影響する諸因子
接着の強度やいろいろな性能は様々な要因によって変化するものです。例えば、接着剤の物性や被着材の物性、表面の状態、接着部の形状や寸法、接着部に加わる力の方向、温度などさまざまな要因があります。以下に、接着剤の選定や、強度試験、接着継手の設計を行う際に必要な種々の要因とその影響について説明します。
この章では、部品や製品組み立てに接着を用いる企業の技術者が知っておくべきことを記します。接着の強度や特性の評価法にはさまざまなものがありますが、ここでは、接着の研究レベルでの評価試験の話ではなく、製品の組み立てに接着剤を適用する場合に、開発段階で多くの条件を振って最適なものを見いだすなど、多数の試験片を作製して簡易で安価な試験が行える一般的な評価法について述べます。
14.1 接着部に加わる力の種類と加わり方
(1)荷重と応力
物体にかかる全体の力を<荷重>と言い、一般的にはニュートン(N)で表されます。荷重の種類には、「引張り」「せん断」「曲げ」「モーメント」「ねじり」などがありますが、基本は、図14-1に示すような「引張り」と「せん断」です。「圧縮」は、マイナス方向の荷重です。
<応力>は、物体にかかる全体の荷重Pを面積Sで割ったもので、単位はパスカル(Pa)で表されます。応力は、力学的には、「引張り応力(垂直応力)σ(シグマ)」と「せん断応力τ(タウ)」の2種類しか有りません。なお、加わる荷重値を元の面積Sで割ったものを正確には<公称応力>と呼びます。
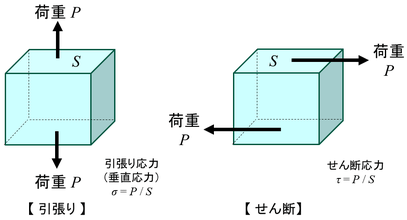
図14-1 基本的な力(荷重)と応力
被着材と接着された接着部では、図14-2のように、被着材に加わった荷重が接着剤に伝わって負荷されます。(A)のように、被着材に加わる引張り荷重に対して接着面が90°の場合は、接着剤にも同じ引張り荷重が負荷されますが、接着面が被着材の引張り方向と平行な場合には、被着材に加わっている「引張り荷重」が、接着剤には「せん断荷重」として作用します。
はく離接着強度は N/mという単位で表されますが、これは単位幅当たりの荷重値を示す便宜的な表記で、応力ではありません。
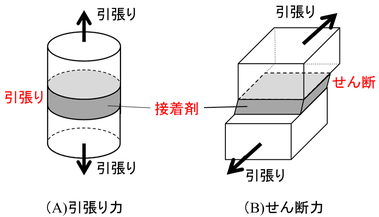
図14-2 接着部への力の加わり方
荷重の加わり方としては、一時的な力や継続的な一定荷重(このような荷重を「静荷重」と言います)と、荷重が変動しながら加わる疲労や衝撃荷重(このような荷重を「動荷重」といいます)があります。
(2)接着部の形状
接着部の形状には様々なものがあります。いくつかの例を図14-3に示しました。(A)は板と板との部分重ね合わせ、(B)は板と板との全面接着、(C)は軸の勘合接着やパイプの差し込み接着、(D)はハニカムパネルや段ボールなどのサンドイッチパネル、(E)は隅肉接着で、ハニカムパネルにおけるハニカムとスキン材とのフィレットも隅肉状になっています。(B)の板と板の全面接着でも、接着剤を全面に塗布する場合や、線状や点状に塗布する場合などがあります。その他に、図14-2(A)に示した、突合せの接着もあります。
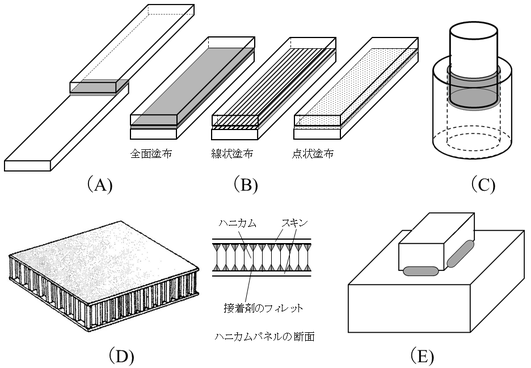
図14-3 接着部の形状の例
|
【Zoomゼミ】第10回(2025年度) 接着適用技術者養成講座 ~接着接合の要素技術の習得とその体系化~ <(一社)日本接着学会 構造接着・精密接着研究会の非会員も受講可能> <原賀康介紹介割引も適用できます>
■主催 : 一般社団法人日本接着学会 構造接着・精密接着研究会 ■背景と目的 広範囲の部品・機器での接着接合の適用拡大と、接着に要求される機能・特性の高度化によって、接着接合に関する品質不具合は増加しています。 このような状況下において、2022年4月にはISO9001の接着版とも言えるISO21368が改訂されるなど、接着接合の信頼性・品質の向上が世界的レベルで要求されています。 そこで、このような国際的な接着に関する高信頼性・高品質化の要求に応えるために、部品・機器製造企業で接着技術に関わっている技術者や、これから接着技術を学ぶ方を対象として「接着適用技術者養成講座」を開催しています。 本講座の内容は、EWF(欧州溶接連盟)の接着技術教育カリキュラムの主要点をほぼ網羅しており、接着品質の向上と安定化に必要な要素技術(材料、強度・構造設計、接着工程、検査・品質管理など)とそれらの関連性について学び、製品の開発・設計・製造・品質業務に必要な知識を習得することを目的としています。 なお、界面や化学、力学、統計などに詳しくない技術者にも理解しやすいように、理論に偏らず実践的な内容と考え方を説明します。 ■日程 4日間、合計24時間の座学 前半:2025年10月29日(水),30日(木) 9:30~17:00(昼休み12:30~13:30) 後半:2025年11月 5日(水), 6日(木) 9:30~17:00(昼休み12:30~13:30) ※オンライン開催(Zoomを利用予定)です。 ■講師 大槻 直也(株式会社スリーボンド) 山辺 秀敏(元東京理科大学) 内藤 公喜(国立研究開発法人 物質・材料研究機構) 北條 恵司(国立研究開発法人 産業技術総合研究所) 原賀 康介(株式会社原賀接着技術コンサルタント) ■カリキュラム 1日目 第1章 接着設計技術、接着生産技術 第2章 接着の機能設計-接着接合の特徴・機能・効果と適用事例、接着の課題- 第3章 接着の基礎とメカニズム、接着剤の選び方 2日目 第4章 被着材の表面処理 第5章 高品質接着を達成するための基本条件と作り込みの目標値 第6章 接着部品の構造設計と材料設計 3日目 第7章 接着接合部の力学 第8章 特性・機能を低下させる内部応力 第9章 接着部の必要強度とCv値の設計法『Cv接着設計法』 4日目 第10章 接着の耐久性 第11章 接着の特性・信頼性の向上とコストダウンを両立させる『複合接着接合法』 第12章 接着の工程・設備・品質管理における留意点 ※カリキュラムの詳細は、こちら をご覧ください。 ■受講対象者 ・各種機器の組立に接着を用いる設計・生産・品質関係技術者 ・接着関連機器・設備メーカーや接着関連材料メーカーの技術者 ・接着材料関係の技術者 ・これから接着技術を学ぶ方 ■自己確認テスト 受講後に、自己確認テストを実施します。(点数不問) ※自己確認テスト回収後、1週間ほどで模範解答を配付します。自己採点していただきます。 ■履修証明書 全カリキュラムを受講し、自己確認テストを提出された方には、履修証明書を発行します。 ※一部欠席者は、翌年の講座で欠席部分の受講と自己確認テストを提出されれば、履修証明書を発行します。(欠席部分の受講は無料です。) ■受講料(消費税別)(1名あたり) ① 構造接着・精密接着研究会の企業会員・団体会員・個人会員の方 45,000円 ※企業会員の社員は人数制限なし、個人・団体会員は一名のみ ※企業・団体会員名簿は こちら を参照下さい。 ② 構造接着・精密接着研究会非会員で日本接着学会の下記会員の方 60,000円 法人会員(特別会員、維持会員、賛助会員)の社員・正会員 ※法人会員の社員は人数制限なし、正会員は本人のみ ※法人会員リストは こちら を参照下さい。 ※日本接着学会法人会員に配布される「催し物特別優待券」は使用できません。 ③ 学生(日本接着学会の学生会員であること) 無料 ④ 第9回接着適用技術者養成講座(2024年度)の一部欠席者 無料。 ※対象者は、備考欄に、前回欠席された章番号をご記入ください。 ⑤ ①~④以外の場合 90,000円。 ※研究会の役員からの紹介割引適用の場合は、60,000円となります。(備考欄に紹介者の役員氏名を記入ください) ← 「原賀康介紹介」とお書き下さい。 ※当研究会非会員の受講者は、継続的に最新の接着技術を習得いただくために、講座受講後と次年度は、研究会で開催される研究講演会に無料で参加いただけます。(次年度以降の研究会入会は任意。) ■テキスト : pdfファイルのみとなります。 ■詳細および受講申し込み方法 構造接着・精密接着研究会のホームページ をご覧ください。 ■申し込み締切日 : 2025年10月22日(水) ■問い合わせ先 一般社団法人日本接着学会 構造接着・精密接着研究会 事務局 TEL: 045-414-2072 / FAX: 045-972-8887 E-mail:mailto:jimu@struct-adhesion.sakura.ne.jp |
(3)接着部への力の加わり方
接着部には種々の方向から様々な力が加わりますが、いずれの力も引張り力とせん断力が組み合わされたものです。
せん断力としては、図14-4に示すように、板状の重ね合せ接着における引張りせん断力(A1) 、丸棒同士の突合せ接着(B1)や薄肉円筒の突合せ接着(B2)におけるねじりせん断力、軸やパイプなどの勘合接着における軸方向の引張りせん断力(C1) 、円周方向のねじりせん断力(C2) 、軸方向と円周方向の2方向に加わるせん断力(C3) 、曲げによるせん断力(D)などがあります。また、平面接着では、(A2)に示すように、面方向にモーメントが加わるとせん断力が加わります。
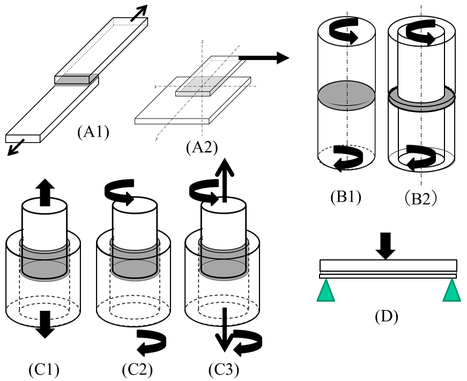
図14-4 せん断力の加わり方の例
引張り力としては、図14-5に示すように、中心軸でまっすぐに引張る均等引張り(A)、引張り軸が中心からずれた位置で引張る不均等な引張り(割裂)(B1) (B2) 、はく離(C)、曲げ(D1) (D2) 、片持ち曲げ(E1) (E2)などがあります。(C) のはく離で板が曲がりやすい場合は、接着端部の非常に小さな面積だけに引張り力が加わる<局所負荷>なので、弱い力で剥がれてしまいます。
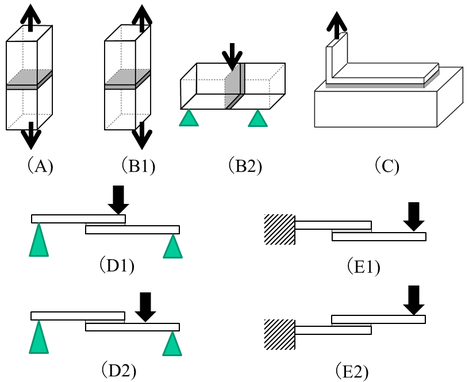
図14-5 引張り力の加わり方の例
実際の接着部では、せん断力と引張り力が同時にかかる場合も多く、図14-6に示すように、ねじりと引張りが同時に加わる場合 (A1)(A2)、両端固定での曲げ (B1) (B2) 、L型金具などでの支持 (C1) (C2) などがあります。
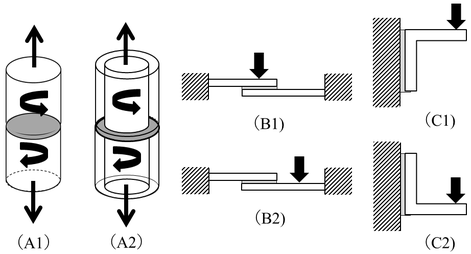
図14-6 せん断と引張りの組合せ力の加わり方の例
接着の強度試験で良く使われている方法を図14-7に示しました。
(A) はJIS K6850の板/板の剛性被着材の<引張りせん断試験>で、単純重ね合わせ引張りせん断試験や単純ラップ引張りせん断試験とも呼ばれます。試験片の幅は25mm、重ね合わせ長さは12.5mm、標準板厚は金属板では1.6mm、プラスチックや複合材料では3.0mm程度となっています。しかし、高強度接着剤では、接着部の強度が被着材自体の強度を超えてしまうと、被着材が伸びたりちぎれたりして正確な値が得られなくなります。この点については、後述します。
(B1) はJIS K6849の<引張り試験>で、丸棒や角材が使用されます。(B2) はASTM C297のハニカムパネルの引張り試験で、<フラットワイズ引張り試験>と呼ばれているものです。四角く切り出したハニカムパネルを強力な接着剤で角棒に接着して引張るものです。
(C) はASTM D393のハニカムパネルの<曲げ試験>です。主に、曲げ剛性や座屈強度を求めるために使用されます。
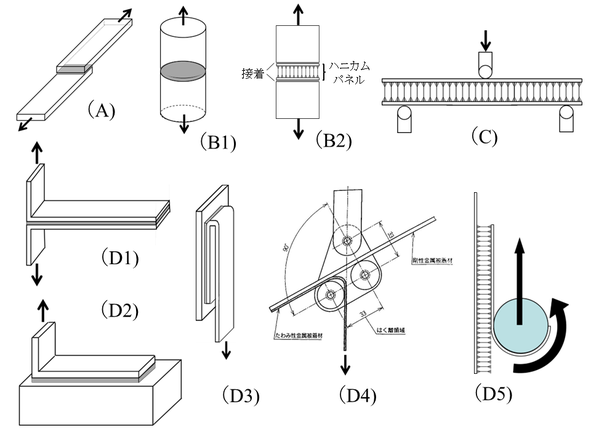
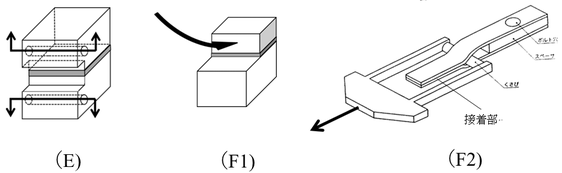
図14-7 代表的な接着強度の測定方法
(D1)~(D5) は、<はく離試験>の方法です。(D1) はJIS K6854-3の<T形はく離試験>で、鋼板の場合は板厚0.5mm、アルミ板の場合は板厚0.5mmまたは0.7mmが標準となっています。(D2) はJIS K6854-1の<90度はく離試験>で、標準板厚は金属もプラスチックも1.5mmとなっています。(D3) はJIS K6854-2の<180度はく離試験>で、標準板厚は金属1.5mm、プラスチック1.5mmとなっています。(D4) はJIS K6854-4の<浮動ローラはく離試験>で、薄板の厚さは金属板では0.5mmとなっています。<浮動ローラはく離試験>は、(D1) のT形はく離試験より安定したデーターが得られるため、私は多用していました。なお、(D1)~(D4)などのはく離試験で用いる被着材の厚さは、規格に合致させる必要性は全くありません。規格に書かれている厚さがどうやって決められたのかも良くわかりません。製品で実際に用いる材料で行うのが基本です。
(D5) はASTM D1781のハニカムパネルのはく離試験で、<クライミングドラムはく離試験>と呼ばれているものです。
(E) はJIS K6853の<割裂試験>で、剛体のはく離試験のようなものです。
(F1) はJIS K6855の<衝撃試験>で、アイゾット衝撃試験機の振り子をぶつけてせん断衝撃を測定するものです。(F2) はJIS K6856の<くさび衝撃試験>です。接着部に高速でくさびを打ち込んだ時の破壊エネルギーを測定するもので、最近はこの試験が重要視されています。
以上に、各種の接着強度の測定方法を示しましたが、これらの中でも、<接着剤>の評価に最も良く用いられているのは板/板の<引張りせん断試験>です。接着剤のカタログでも、ほとんどのデーターは<引張りせん断試験>によるものが示されています。次に多く実施されているのは<はく離試験>ですが、<接着剤>の評価では、<引張りせん断試験>に比べるとかなり少ないと言えます。上で、<接着剤>ではと書いたのは、両面テープや粘着テープなどの<粘着材>の評価では逆になっているからです。即ち、<粘着材>の評価では、<はく離試験>が圧倒的に多く、<せん断試験>はかなり少ない状況です。<粘着材>のカタログでは、<はく離強度>主体で書かれていて、<せん断強度>に関する記述はかなり少ないといえます。
JISやASTM、ISOなどの規格では、標準板厚などが規定されていますが、被着材料の材質や表面状態、板厚などが変わると接着強度は大きく変化するので、接着剤のユーザーが試験を行う場合には、実際の製品で使用するものと同じ材質、板厚の被着材を用いることが重要になります。ただし、被着材自体の強度より接着部の強度が高ければ接着部の強度を正しく測定することはできません。この点については、後述します。
試験法も実際に加わる力の状態を考慮して適切な方法を選択する必要があります。また、規格の条件を過度に重視しないで、実態に合わせて修正して実施しましょう。
次回は、一般的(規格)ではないが、重要な強度試験法、接着強度の基準、引張りせん断試験の結果に影響する諸因子などについて述べます。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は(株)原賀接着技術コンサルタントに帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------
<前回第46回分>はこちら <次回第48回分>は未掲載 <目次>はこちら

株式会社 原賀接着技術コンサルタント